2021년 11월 4일 목요일

임시 소더 마스크란?
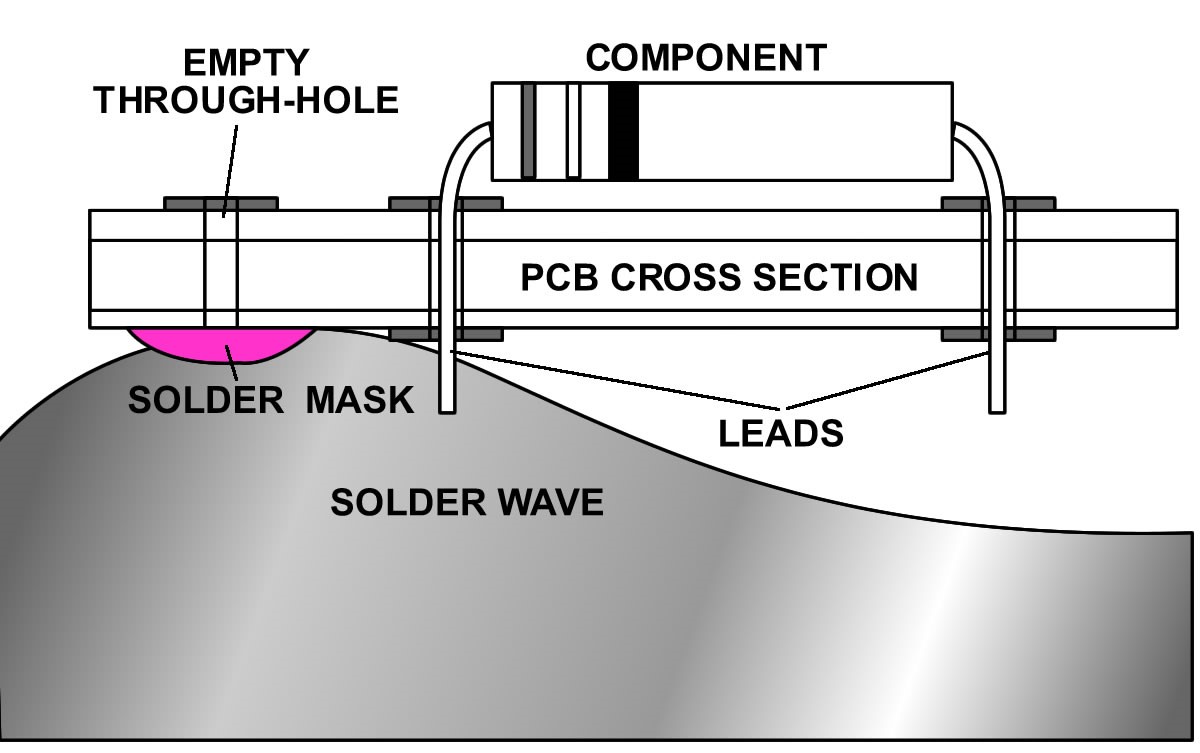
임시 소더 마스크 (또한 “스폿 마스크”)는 전자 회로 기판 조립에 매일 사용합니다. 소더 마스크는 웨이브 납땜 과정에서 스루 홀 또는 “바이아스”를 보호하도록 설계되었습니다. 극한 납땜 온도를 견디고 PCB 조립 과정이 끝나면 쉽고 효율적으로 제거됩니다.
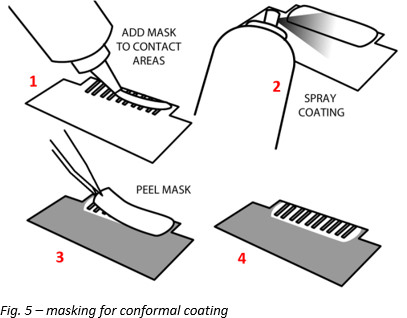
컨포멀 코팅을 분사 또는 담그고 있는 동안 마스크로 커넥터와 코팅이 불가능한 다른 영역을 보호하는데 사용할 수 있습니다.
Not to be confused with “permanent” solder mask, commonly known as 솔더 레지스트(solder resist)라고 알려진 “영구” 소더 마스크와 구별되는 임시 소더 마스크는 제거되도록 설계되었습니다. 자동 납땜 공정에서 필수적인 툴입니다.
Chemask 소더 마스크는 웨이브 납땜 중에 PC 보드, 도금 스루-홀, 접점, 핀, 포스트, 단자 및 골드 핑거를 보호합니다. 용해된 납으로부터 단시간 고온을 방지합니다. 모든 켐트로닉스 소더 마스크는 불연성, 비오염물질로 이온성 또는 부식성 잔여물을 남기지 않습니다. Chemask 소더 마스크는 정밀 도포를 위한 편리한 스퀴즈 병 또는 자동 도포를 위해 갤런양으로 제공되고 있습니다.
임시 소더 마스크 용도
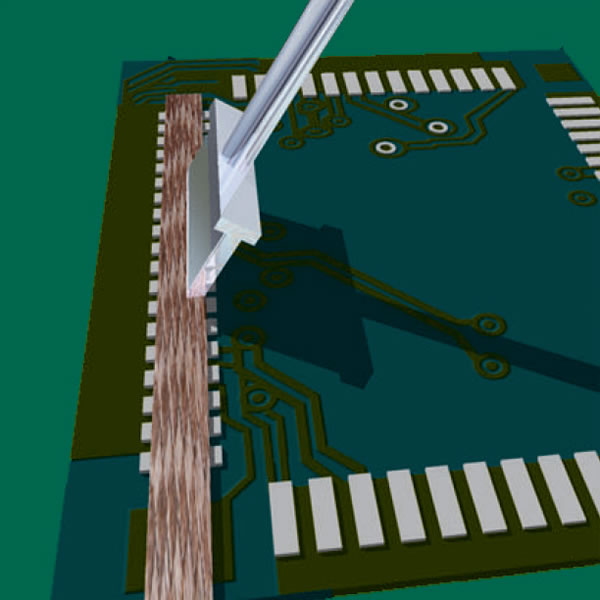
- 웨이브 납땜 과정에서 노출된PCB 스루 홀 마스킹 – 이것은 가장 일반적인 스폿 마스크 용도입니다. 회로 기판은 종종 여러 다른 제품 모델 내에서 작동하도록 설계되므로 여러 가지 기능은 밀집되거나 밀집되지 않은 영역이 필요할 수 있습니다. 웨이브 납땜 과정에서 납땜하지 않는 개방형 바이어스를 계속 개방하려면 마스크를 도포합니다. 이것은 금속이든 플럭스드이든 납땜하는 웨이브 납땜 과정에 필요합니다. 땜납이 마스크에 들러붙지 않아서 아래 영역이 영향을 받지 않습니다.
- 접점 영역 또는 용제에 민감한 구성품 마스킹 – 회로 기판에 컨포멀 코팅을 도포할 때 접촉 영역을 피해야 합니다. 일반적으로 코팅은 절연형이므로 접촉장치, 스위치, 금속간 접촉이 필요한 장치의 기능을 방해하게 됩니다. 용제에 민감하거나 이동 소자가 있는 구성품 또한 마스킹이 필요합니다. 선택적 분사 시스템을 사용하면 문제가 덜하지만 에어로졸 캔에서 또는 핸드 분사기 또는 디핑 과정에서 코팅을 도포하는 경우 마스킹이 종종 필요합니다.
- 저 스탠드오프형 구성품 주변의 대밍(damming) - SMT (표면 실장 기술) 및 BGA (볼 그리드 어레이) 구성품은 기판 표면과 구성품 사이의 공간인 매우 낮은 스탠드오프형 영역이 종종 있습니다. 선택적 분사 시스템으로 컨포멀 코팅을 도포하더라도 모세관 작요을 통해 구성품 아래에서 물질이 나올 위험이 있습니다. 일부 설계의 경우 이것이 문제가 될 수 있어서 마스크로 구성품 주변에 댐을 형성할 수 있습니다.
- 양면 SMT PCB 납땜용 임시 접착제 - 양면 SMT 회로 기판 조립과 관련한 큰 문제는 기판 하부에 구성품을 납땜하는 방법입니다. 리플로우 오븐을 통해 기판 상부를 움직이면 중력 때문에 땜납이 녹은 후 굳으면서 구성품이 제자리에 고정되기 때문에 문제가 되지 않습니다. 기판을 젖혀서 하부를 움직이면 땜납 표면 장력으로 구성품이 제자리에 고정되는 것을 기대하게 됩니다. 소형 구성품에 효과적일 수 있지만 대형 구성품을 제자리에 고정하려면 일반 타입의 접착제가 필요합니다. 스폿 마스크는 종종 BGA 모서리와 다른 대형 구성품에 사용됩니다.
- 리플로우 과정에서 온도에 민감한 구성품 보호 – 라텍스 마스크는 열 절연성이 있으므로 엔지니어들은 리플로우 과정에서 열에 민감한 구성품을 보호하는데 이를 사용하는 창의적인 방법을 찾아냈습니다. 임시 소더 마스크 용도를 훨씬 벗어나는 것이므로 제조자들은 이 제품을 한정하는데 도움이 거의 되지 않을 것입니다.
- 페인팅, 파우더 코팅 또는 도금 과정의 마스킹 영역 – 임시 소더 마스크를 액체 마스킹 테이프로 사용하려는 경우 새로운 세계가 열리는 것입니다. 용도 외에 사용하려면 직접 테스트하고 한정해야 합니다.
Kapton 테이프 또는 마스킹 부트 대신에 스폿 마스크를 사용해야 하는 이유
임시 소더 마스크 외에도, Kapton 테이프 (인기있는 내열성 폴리이미드 테이프의 E.I. du Pont de Nemours 브랜드 명칭) 또는 예비 성형 실리콘 마스킹 부트는 일반적으로 회로 기판의 선택 영역에 쓰입니다. 폴리이미드 테이프는 경화 시간에 대해 걱정할 필요없이 쉽고 빠르게 사용할 수 있어서 인기가 있습니다. 부트는 마스킹할 영역에 연결됩니다. 다른 방법보다 나은 소다 마스크의 주요 장점은 유연성입니다. 일반적으로 테이프는 롤 또는 다이-컷 형태이며 대부분의 영역에 완벽하게 효과가 있을 수 있지만 특수한 상황이 늘 존재합니다. 또한, 테이프의 접착제는 나중에 잔여물이 남아 컨포멀 코팅을 할 때 습윤 문제를 일으킬 수 있습니다. 마스킹 부트는 예비 성형되기 때문에 대부분의 계약 제조자들이 가능할 수 있는 계획 및 소요 시간이 더 많이 필요합니다. 또한 부트는 baked-on 플럭스로 코팅하면서 제거해야 합니다.
임시 소더 마스크 도포 방법
임시 소더 마스크 사용 방법은 일반적으로 공압 시스템 또는 스텐실 스퀴즈 병 또는 튜브를 이용하여 손으로 주로 도포합니다.
Manually / hand application
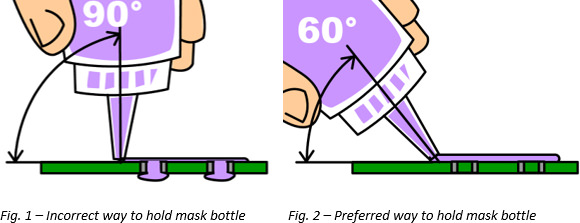
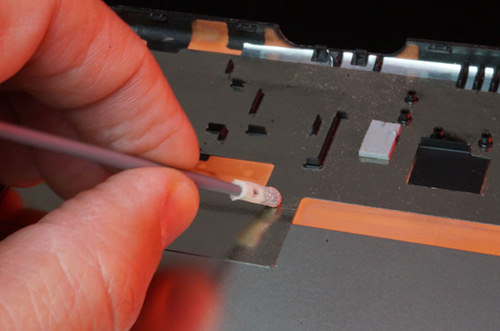
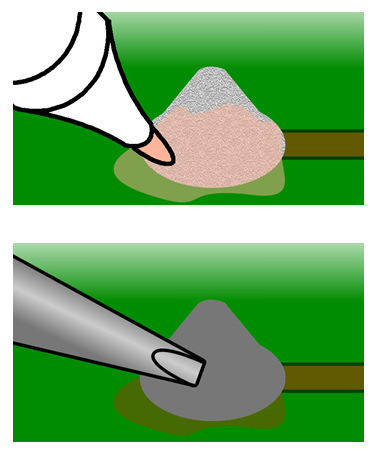
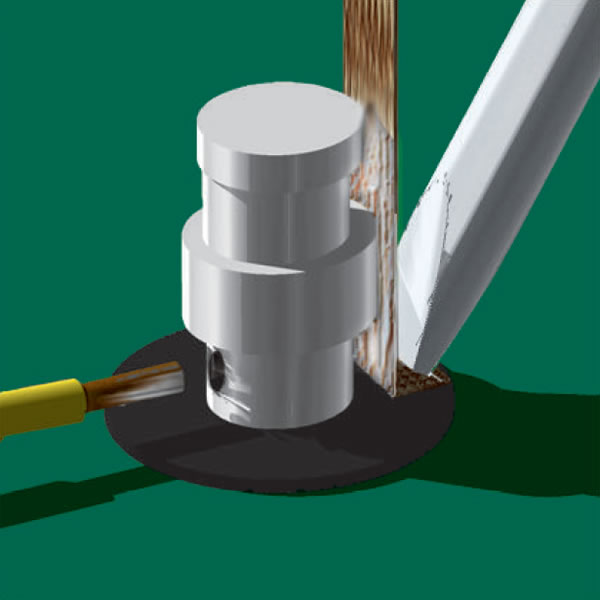
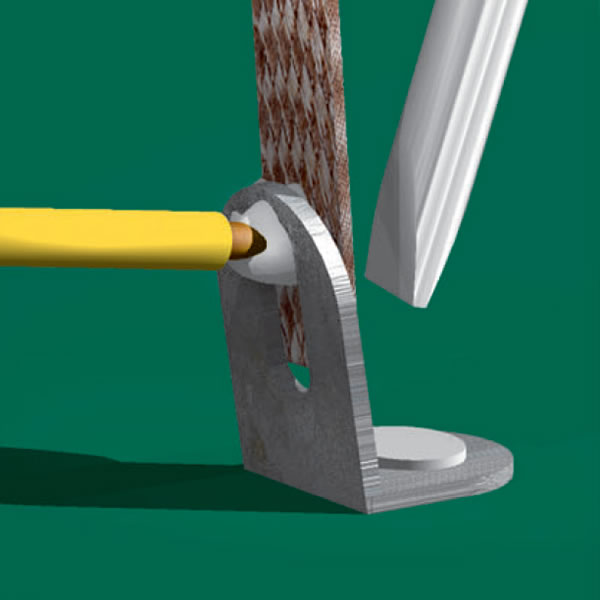
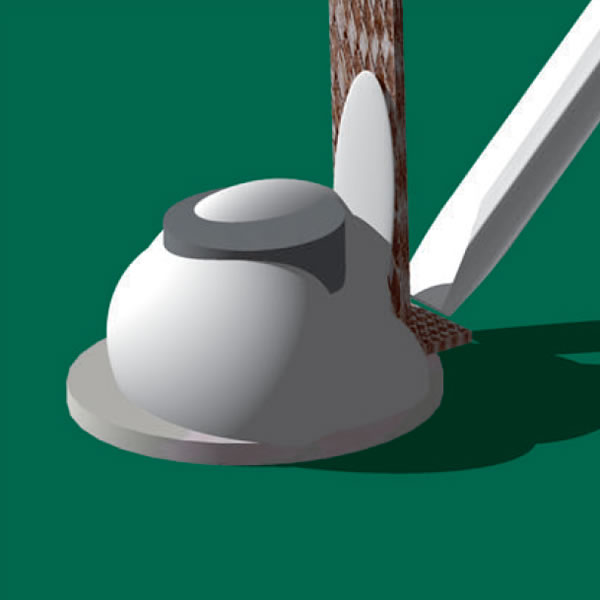
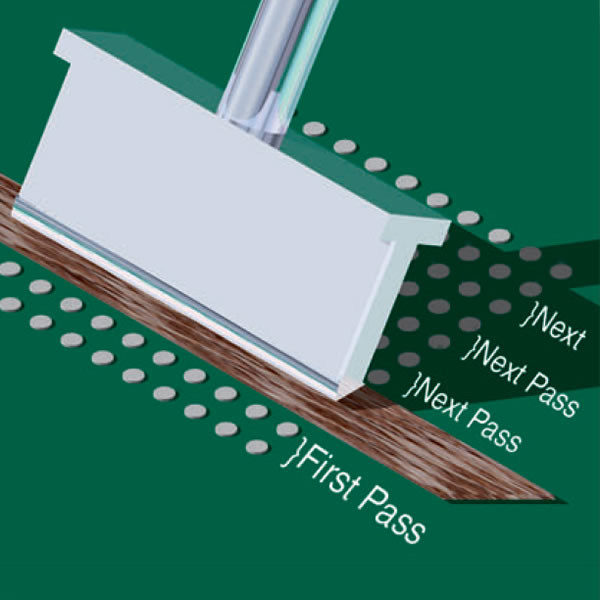
이 도포 방법은 말처럼 간단합니다. 병을 짜서 마스크를 보호해야 하는 영역에 도포합니다. 병을 잡는 방식이 경화된 마스크가 얼마나 쉽게 제거되느냐 하는 큰 차이를 만들 수 있습니다.
대부분의 작업자는 마스킹하는 영역에 걸쳐 디스펜싱 팁을 끌면서 90도 각도로 병을 잡습니다. 이것은 마스크가 바이아스를 통해 나와서 3가지 잠재적 문제를 일으키는 경향이 있습니다.
- 마스크는 스루 홀 내부에 들러붙는 경향이 있어서 다른 측으로 밀려 나올 수 있습니다. 이것은 다른 측의 플러그를 발생시켜서 경화된 마스크를 벗길 때 파손될 가능성을 높입니다.
- 스루 홀 내 물질은 수성 세척 시스템으로 마스크를 씻어내는 경우 덜 들어옵니다.
- 마스크 비드는 90도로 병을 잡고 있을 때 더 얇습니다. 박리 가능 마스크를 사용하면 이 비드는 드로-스트링으로 작용하기 때문에 더 얇은 스트립이 높은 납땜 온도에서 더 부서지는 경향이 있으며, 경화된 마스크 제거 시 파손될 가능성이 높아집니다.
Pneumatic Dispensing
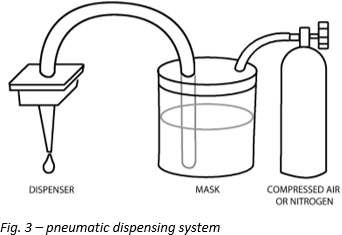
공압 디스펜싱 시스템에서 마스크는 압축 공기 또는 질소로 가압되어 디스펜싱 팁 또는 바늘에서 밖으로 나옵니다. 낮은 전단 경화(shear cure)를 갖는 마스크를 사용해야 합니다. 높은 전단 경화 마스크는 압력이 가해지면 경화 속도가 빨라집니다. 마스크를 디스펜서에서 나오게 할 때 압력이 증가하게 되고 팁이나 바늘이 막히는 경향이 있습니다.
또 다른 관련 문제는 마스크가 탱크 내에서 경화되는 여부입니다. 마스크가 탱크 내에서 덮이고, 경화된 부분이 빨려 나오면, 디스펜싱 팁이 막힐 수 있습니다. 질소로 가압하면 이 문제를 완화하는데 도움이 될 수 있습니다. 물질이 이동하기 전에 탱크 내 또는 마스크 용기 내에 스키닝이 있으면 마스크에 혼합되지 않게 경화된 물질을 제거해야 합니다.
대부분의 소더 마스크를 탈이온화수로 묽게 하여 최적의 점성을 얻을 수 있습니다. 혼합물에 기포가 유입되지 않게 주의해서 섞습니다. 기포가 유입되면 마스크가 납땜 온도에 도달하면 갇힌 가스가 빠져나가게 됩니다.
Stencil Printing
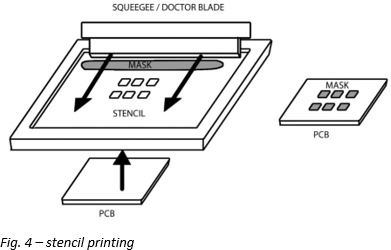
표면 실장 조립 과정에서 솔더 페이스트를 프린트하는 것과 유사한 과정으로 스텐실로 마스크를 도포할 수 있습니다. 물론, 이 과정은 표면이 평평할 때에만 가능합니다. 스텐실 인쇄용 마스크를 선택할 때 모세관 작용을 통해 스텐실 아래로 나오지 않을 정도로 점성이 높은지 확인합니다. 또한, 스텐실을 세척하는 방법도 고려해야 합니다. 워셔블 마스크를 선택하면 이 과정이 더 간단해집니다. 박리 가능 마스크를 사용할 수 있지만 마스크가 젖어 있는 동안 스텐실을 세척해야 하거나 물리적으로 경화된 물질을 벗겨내야 합니다. 이는 스크린을 통해 인쇄하는 경우 (예: 스크린 인쇄) 특히 중요합니다. 세척 문제가 있는 매우 미세한 메시 스크린은 스크린 인쇄에서 피해야 합니다.
컨포멀 코팅에 임시 소더 마스크를 사용하나요?
스폿 마스크를 기본 액체 마스킹 테이프로 여기고 있다면 사용 방법을 더욱 이해하기가 쉬워집니다.
- 마스크를 보호할 접점 영역에 도포합니다. 마스크가 완전히 경화되게 합니다.
- 컨포멀 코팅을 도포합니다.
- 코팅이 건조되면 완전히 경화되기 전에 마스크를 벗겨냅니다.
고려할 몇 가지 사항이 있습니다.
- 박리 가능 마스크가 권장됩니다. 컨포멀 코팅이 일반적으로 소수성 (발수성)이므로 코팅 층 아래의 마스크를 씻어내기가 어렵습니다.
- 합성 마스크는 컨포멀 코팅에 사용하는 강한 용제와 상호작용할 수 있으므로 천연 라텍가 권장됩니다.
- 마스킹한 가장자리를 최대한 깨끗이 하기 위해 코팅이 완전히 경화되기 전에 마스크를 벗깁니다. 그렇지 않으면 가장자리가 균열이 생기거나 거칠거나 심지어 코팅을 들리게 할 수 있습니다.
스폿 마스크 제거 방법
박리 가능 마스크는 일반적으로 손으로 또는 트위저로 제거합니다. 재주가 많은 엔지니어는 회전 브러시가 있는 장치나 다른 창의적인 방법을 떠올리겠지만 속도를 높일 상용화된 장비가 아직 없습니다.
워셔블 마스크는 수성 인라인 또는 배치 와시 시스템으로 제거되도록 설계되었습니다. 세척수가 여과되고 재순환하는 폐쇄 루프 시스템를 사용하고 있다면 필터와 이온 베트에 적합한 마스크를 사용해야 합니다. 기포가 인다면 너무 많은 마스크 물질이 세척 시스템으로 다시 통과하거나 동일한 세척수 내 용해된 플럭스와 상호작용하고 있다는 표시입니다. 이는 일반적으로 깨끗한 탈이온화수로 세척수를 대체하면 해결되지만 암시 해결책으로 소포제를 첨가할 수 있습니다.
회로 기판에 마스크가 남을 가능성
임시 소더 마스크는 말그대로 임시용입니다. 켐트로닉스와 같은 소더 마스크 제조자는 뒷받침할 다른 시험이 없기 때문에 항상 마스크 제거를 권장합니다. PCB의 영구 부품으로서 소더 마스크를 남겨두기로 했다면 자체 기능 또는 신뢰성 시험을 하여 문제를 일으키지 않는지 확인해야 합니다.
임시 소더 마스크 경화 시간
경화는 마스킹 과정에서 애로사항이 되므로 항상 더 빨리 하고 싶어합니다. 마스크는 바깥에서 내부로 경화되므로 덮인 다음 내부에서 경화됩니다. 마스크 타입과 비드 두께에 따라 30분에서 24시간 걸릴 수 있습니다.
경화되지 않은 마스크가 용해된 땜납에 닿으면 마스크의 액체 성분이 증발되고, 경화된 부분이 충분히 두껍지 않으면 유출됩니다. 이것은 마스크 내 빈공간을 생기게 하고, 심한 경우에 땜납 밖으로 기판이 들리고 PCB 전체에 솔더 비드가 덮이게 됩니다. 이는 좋지 않습니다.
웨이브 땜납 예열 존은 오차 범위 구실을 하지만 경화하는 동안 권장되지 않습니다. 웨이브 컨베이어에 사용할 때 마스크는 완전히 경화될 필요는 없지만 촉감이 단단해야 합니다. 또한, 마스크 소재, 비드 두께, 열 프로필에 따라 다르므로 자체적으로 시험할 필요가 있습니다.
임시 소더 마스크가 견디는 온도
소더 마스크는 일반 웨이브 납땜 과정에서 노출되는 매우 짧은 시간 동안 (약 1초) 용융 땜납 온도를 견디도록 설계되었습니다. 대부분 상용 마스크는 650°F (343°C)까지 납 주성분 및 납 무함유 솔더의 용해점 온도를 견딜 수 있어야 합니다. 리플로우 오븐과 같이 노출 시간이 길어지면 마스크에 기포가 일거나, 타거나, 깨질 가능성이 더 높아집니다. 마스크가 극한 온도에 얼마나 견딜 수 있느냐는 비드 두께와 마스크 타입에 따라 다릅니다.
SMT 리플로우를 통해 스폿 마스크를 흐르게 할 가능성
마스크가 리플로우 납땜 과정에서 흐르면 극한 온도뿐만 아니라 웨이브 납땜에 비해 더 장시간 노출됩니다. 이것은 기포가 생기건 타거나 깨지기 쉬워질 위험을 높입니다. 마스크가 극한 온도에 얼마나 견딜 수 있느냐는 비드 두께와 마스크 타입에 따라 다릅니다. 합성재는 더 잘 부서지는 경향이 있고 와셔블 마스크는 제거하기가 매우 어렵습니다.
가장 적합한 임시 소더 마스크를 선택하는 방법
소더 마스크를 선택할 때 고려할 몇 가지 요소가 있습니다.
제거 방법
소더 마스크 선정 시 첫 번째로 제거 방법을 고려합니다.
현재 배치 또는 인라인 와시 시스템으로 PCB를 운영하고 있다면 물로 지워지는 마스크를 사용할 수 있습니다. Chemask WF는 배치 도는 인라인 세척 세스템으로 제거할 수 있으며, 필터가 막히거나 이온 필터 베드를 손상시키지 않습니다.
Chemask WF 소더 마스킹제는 웨이브 납땜 중에 용해된 땜납에서 구성품이 없는 영역을 보호하는 고온 임시 스폿 마스크입니다. 이것은 개방 및 폐쇄 루프 수성 세척 시스템으로 제거되도록 설계된 수용성 물질입니다. Chemask WF는 기포 발생률이 낮고 탈이온화수 시스템 수지 베드에 영향을 끼치지 않습니다. 이 수용성 제제는 로진, 유기 및 비이온성 플럭스에 대해 안정적입니다.
세척제를 사용하거나 기판을 전혀 세척하지 않으면 박리 가능 마스크가 가장 적합합니다.
박리 가능 소더 마스크는 용제로 세척하는 no-clean 납땜 환경에서 또는 PCB 조립공에 의해 일반적으로 쓰입니다. 이 마스크는 컨포멀 코팅 과정에서 화학적으로 민감한 구성품 위와 접촉 영역에 보통 쓰입니다.
Sensitive Metals
Chemask NA는 냄새가 별로 나지 않는 비암모니아화 마스크형으로 구리와 같이 민감한 금속에 가장 안전합니다.
Chemask NA 비암모니아화 소더 마스킹제는 민감한 금속에서 안전하게 사용하기 위해 배합된 라텍스, 암모니아 무함유, 급속 경화, 박리 가능 임시 마스크입니다. 웨이브 납땜 과정에서 구성품이 없는 영역을 보호하는 고내열성 화합물이 들어 있습니다. Chemask NA를 컨포멀 코팅 과정에서 또는 솔더 리플로우 오븐 내 핀, 포스트 및 가장자리 연결장치를 보호하는데 사용할 수 있습니다.
제거하기가 가장 쉬운 강력한 박리 가능 마스크를 찾고 있다면 가장 많이 판매되고 있는 마스크인 Chemask Peelable과 같은 천연 라텍스 마스크를 확인해보세요.
컨포멀 코팅을 위한 마스킹
Chemask Peelable은 컨포멀 코팅의 마스킹 영역에 이상적입니다.
Chemask는 급속 경화 박리 가능 소더 마스킹제입니다. 웨이브 납땜 과정에서 구성품이 없는 영역을 보호하는 고내열성 화합물이 들어 있습니다. Chemask를 컨포멀 코팅 과정에서 핀, 포스트, 접촉장치 및 가장자리 연결장치를 보호하는데 사용할 수 있습니다.
Masking Large Vias
Chemask HV는 많은 바이아스를 마스킹하는데 매우 효과적인 고점성 버전입니다.
Chemask HV 소더 마스킹제는 임시 고점성, 급속 경화, 박리 가능 소더 마스킹제입니다. 고내열성 화합물로서 웨이브 납땜 중에 구성품이 없는 영역을 보호합니다. Chemask HV는 부작용을 일으키지 않고 4분 내에 예열 웨이브 땜납으로 유입될 수 있습니다. Chemask HV를 컨포멀 코팅 과정에서 핀, 포스트, 접촉장치 및 가장자리 연결장치를 보호하는데 사용할 수 있습니다.
고온 납땜
Chemask LF는 납 무함유 납땜의 더 높은 온도를 견디도록 설계되었습니다.
Chemask 납 무함유 소더 마스킹제는 고온 납무함유 용도로 배합된 임시, 급속 경화, 박리 가능 소더 마스킹제입니다. 웨이브 납땜하는 동안 PCB의 구성품이 없는 영역을 보호하는 내열성 코팅입니다. Chemask Lead-Free는 부작용을 일으키지 않고 4분 내에 예열 오븐으로 유입될 수 있습니다. 컨포멀 코팅 과정에서 핀, 포스트, 접촉장치 및 가장자리 연결장치를 보호하는데 사용합니다.
전화 770-424-4888 또는 이메일 [email protected]로 문의를 주시면 요구사항에 가장 적합한 임시 소더 마스크를 찾는데 도움을 드리겠습니다.
2021년 11월 4일 목요일
열 페이스트를 이용한 과도한 열 감소와 PCB 신뢰성 개선
단계 1: 설치 | 단계 2: 오래된 페이스트 제거 | 단계 3: 표면 세척 | 단계 4: 페이스트 도포 | 단계 5: 장치 부착
안녕하세요. 저는 PCB 수리 및 시제품 관련 CircuitWorks 브랜드의 제품 관리자인 그랜트 프라이스입니다. CPU에 열 페이스트를 도포하는 방법에 대해 설명하겠습니다.
열 페이스트는 열 화합물, 열 싱크 화합물, 열 그리스를 포함하여 명칭이 많습니다. 열 발생 장치, 가장 일반적으로 CPU, 열 전달 장치 또는 기계식 열 싱크 사이의 틈을 채우는데 사용합니다.
열 페이스트가 필요한 이유는CPU는 매우 뜨거워지기 때문에 열이 기계식 열 싱크로 전달되어야 공기, 물 또는 냉각제로 분산될 수 있습니다.
문제는 열 싱크의 베이스 플레이트와 CPU 상의 일체형 열 분산기 (또는 IHS) 표면이 매끄러워 보이더라도 미시적 결함이 있습니다. 이 결함으로 공기가 갇히고, 이 공기는 상당한 절연재 역할을 합니다.
좋은 열 페이스트는 도포된 영역 밖으로 나오지 않고 수 년간의 열 주기를 견딜 수 있습니다.
이제 열 페이스트를 도포하는 방법에 대해 알아보겠습니다.
단계 1: 작업 영역을 구성합니다.
CPU는 매우 정전기에 민감하므로 한 번의 세팅으로 작업을 시작하고 끝마치고 싶으실 겁니다. 툴 또는 재료 사용은 전하 발생 가능성을 높입니다. 손목 스트랩과 같은 것으로 접지하고, ESD-안전 매트와 같은 접지 작업면에 PCB를 올려 놓고 싶을 겁니다.
단계 2: 재작업 또는 수리 계획인 경우 오래된 페이스트를 제거합니다.
오래된 페이스트는 일반적으로 얼마 동안 있었기 때문에 단단해져서 제거하기가 종종 어렵습니다. 먼저 가능한 긁어내야 합니다. 우드 픽을 추천합니다. 우드는 정적 중성(static neutral)이고 표면이 긁힐 가능성이 더 낮습니다. 표면 IHS 또는 베이스 플레이트가 긁히지 않도록 주의합니다.
단계 3: 표면을 세척합니다.
그 다음에 70% 이상의 이소프로필 알코올로 오래된 페이스트를 제거해야 합니다. 통 또는 다른 포장을 취급하면서 정전기를 발생시키지 않으려면 시작하기 전에 와이프를 준비합니다. 보푸라기가 일지 않는 셀롤로오스 또는 셀룰로오스 혼방 와이프가 정전기를 더 쉽게 발생시키는 순 합성재보다 낫습니다.
모든 페이스트가 제거될 때까지 살살 문지릅니다.
단계 4: 비드가 작은 열 페이스트를 도포합니다.
쌀과 완두콩 입자 사이의 비드를 사용합니다. CPU 표면 전체에 충분히 발라야 하지만 너무 많으면 열 싱크 가장자리에서 스며 나올 수 있으므로 주의합니다.
CPU에 대해 슬라이드로 보여드리겠습니다. 균일하게 소량 도포된 것을 보실 수 있습니다.
펼치려고 하지 말고 베이스 플레이트 압력으로 분산되게 합니다. 그렇지 않으면 기포가 형성될 수 있습니다.
단계 5: 기계식 열 싱크를 사용합니다.
CPU 상부에 직접 기계식 열 싱크를 사용합니다. 부착하면서 균일하게 살짝 압력을 가하면서 열 싱크를 아래로 고정합니다. 열 페이스트가 펴지게 움직일 필요는 없습니다. 열 싱크 압력은 이 작업을 하기에 충분해야 합니다.
패스너가 4개가 있다면 X 패턴과 같이 상호 대각선상으로 부착합니다.
잘못했으면 열 싱크를 제거하고, 열 페이스트를 세척해서 제거하고 다시 시작합니다. 젖은 페이스트는 이소프로필 알코올로 쉽게 제거됩니다.
이 시연이 여러분에게 유용했길 바랍니다. 문제가 생기면 전화 또는 이메일로 연락을 하거나 웹사이트 chemtronics.com를 방문하시기 바랍니다.
2021년 11월 4일 목요일
용제와 초음파 세척 장비를 병행하여 세척하는 방식은 중공업, 전자장치, 의료기기 및 항공 산업에서 잘 떨어지지 않는 오염물을 제거해야 할 때 인기가 있는 방식입니다.
초음파 세척 과정에서 장비를 활용하여 초음파를 보내어 플럭스, 많은 그리스, 왁스 같은 부식 억제제, 기타 오염물을 분해합니다. 그러면 오염물이 부품에서 흘러 세척액으로 들어가게 됩니다.
초음파 장비는 보석 가게에서 보게 되는 것과 같이 소형 작업대 유닛에서부터 Crest Ultrasonics와 Branson Ultrasonics 브랜드와 같은 대형 산업 모델에 이르기까지 파워와 사이즈가 매우 다양합니다.
초음파 세척 유닛에는 세척액과 챔버에 음파를 보내는 트랜스듀서가 있는 챔버 또는 탱크가 있습니다. 소형 구성품을 잠기게 하고 제거하기에 더 쉽도록 부품들을 챔버에 직접 넣거나 바스킷에 담을 수 있습니다. 일부 장비는 가열 소자가 있어서 세척력을 높이기 위해 세척제 온도를 높입니다. 제어장치는 종종 음파의 강도 (진폭), 용제의 온도를 바꾸거나 차단 타이머를 설정하는데 이용됩니다.
초음파 장비가 작용하는 원리
초음파 세척 프로세스는 일반적으로 20-40 kHZ의 초음파를 전송하는 장비를 활용합니다. 트랜스듀서는 트랜스듀서에서 부품으로 전달 매체로 작용하는 세척액을 통해 이 음파를 전송합니다.
매우 높은 주파수에서 음파는 음향 흐름을 통해 부품 표면으로 전달되고 교반 작용을 합니다. 주파수가 감소하면서 액체 내 캐비테이션이 발생합니다. 이 빈 공간이 빠르게 붕괴되면서 열과 충격파를 발생시키고 세척 과정에서 교반을 일으킵니다.
초음파 세척의 단점이 있나요?
초음파 세척은 민감한 부품과 표면에 손상을 일으킬 수 있습니다. 자이로스코프, 가속계 및 마이크로폰과 같은 전자제품의 세마믹계 구성품과 미세전자기계 시스템(MEMS)이 특히 문제가 됩니다.
하한계 주파수 범위에서 캐비테이션 기포는 더 크고 오염물에 더 많은 에너지를 전달합니다. 이것이 더 강력한 세척 작용을 하게 만들 수 있지만 민감한 부품과 표면을 손상시킬 수도 있습니다. 이와 반대로, 더 높은 주파수에서 더 작은 캐비테이션 기포는 더 밀집된 표면적으로 스며들어 부품에 손상을 덜 일으킬 수 있습니다. 세척 작용이 강력하지 않을 수 있어서 다소 더 높은 온도가 세척에 필요할 수 있습니다.
미세한 샌드페이퍼 (고주파수)와 CG(course grade) 샌드페이퍼 (저주파수)와 같다고 이해하는게 도움이 되겠습니다. CG 샌드페이퍼는 더 빠르게 제거할 수 있지만 아래 부분에 손상을 일으킬 가능성이 더 큽니다.
초음파 세척의 또 다른 문제점은 교차 오염입니다. 오염물이 분해되고 부품에서 흘러 내릴 때 용제를 오염시킵니다. 용해된 오염물이 다음 부품으로 다시 침적될 수 있습니다. 순 용제로 마지막으로 씻어내거나 증기 탈지제의 증기를 통해 통과시켜 교차 오염을 줄일 수 있습니다.
초음파 장비를 이용하여 세척력을 최대화하는 방법
초음파 세척력을 높이기 위해 여러 가지로 조정할 수 있습니다.
- 주파수 - 이것은 파 형태가 얼마나 밀도가 큰지 나타내는 초 당 파 개수입니다. 주파수가 낮을수록 세척이 더 강력해지지만 민감한 표면과 구성품을 손상시킬 가능성이 더 큽니다. 고주파 음파는 더 밀도가 큰 영역으로 관통할 수 있습니다. 메가소닉 범위에서 400 kHz 이상이면 기포가 붕괴되고 간격이 더 작아서 공격적이지 않으므로 밀도가 큰 영역에서 세척이 덜 효과적인 편입니다.
- 진폭 - 파 높이 또는 음량을 나타냅니다. 진폭이 더 크면 보통 세척 효과를 높이지만 민감한 표면 또는 구성품이 손상될 가능성도 높아집니다.
- 온도 - 일반적으로 온도 상승은 용제의 세척력을 높입니다. 또한 더 높은 온도에서 세척제의 점성을 줄이고 표면 장력을 높여 더 밀도가 높은 영역으로 용제가 들어갈 수 있습니다. 용제 온도가 오염물의 용해점 이상이면 세척 성능이 상당히 증가합니다.
- 시간 - 최적의 용해성보다 낮으면 보상하기 위해 세척 주기 시간을 늘립니다.
- 화학반응 - 화학반응으로 오염물에 적합한 용해성을 갖는다면 음파 교반이 덜 필요해집니다. 이 경우, 더 낮은 온도와 진폭에서 더 빠르게 세척을 하여 민감한 구성품이 손상될 가능성을 낮추게 됩니다.
초음파 프로세스에 가장 적합한 세척제
화학반응으로 오염물에 적합한 용해성을 갖는다면 음파 교반이 덜 필요해집니다. 이 경우, 더 낮은 온도와 진폭에서 더 빠르게 세척을 하여 민감한 구성품이 손상될 가능성을 낮추게 됩니다. 다음은 옵션을 검토할 때 살펴봐야 할 특성입니다.
- 용해성 - 오염물을 분해하고 용해하는 세척제의 기능. 용해성을 빠르게 평가하려면 오염된 부품에 직접 세척제 한 방울을 떨어트리고 몇 분간 그대로 둡니다. 이 간단한 테스트를 통해 화학반응이 오염물에 적합한지 알 수 있습니다. 세척제가 오염된 표면에 그냥 있고 습윤 작용이 일어나 오염물을 분해하지 않으면 다음 세척제로 넘어갑니다.
- 표면 장력 - 이것은 저 스탠드오프형 구성품과 같은 빽빽한 틈에 용제가 들어가는 정도에 영향을 끼칩니다.
- 밀도 - 밀도는 캐비테이션 양과 액체를 통해 음파가 이동하는 속도에 미미한 영향을 끼칠 수 있습니다. 밀도가 더 높은 물질은 더 많은 에너지가 필요하므로 부품에 도달할 때까지 에너지를 고갈시키고 세척력을 떨어트릴 수 있습니다.
다른 특성 또한 용제에 대한 안전성 및 규제 준수성에 영향을 끼칠 수 있습니다.
- 인화성 - 인화성 증기의 축적 또는 전파를 방지하는 불연성 세척제 범위를 좁혀 나갑니다.
- 독성 - 켐트로닉스의 혁신적인 용제는가장 일반적인 산업 용제 4가지 (trichloroethylene (TCE), n-propyle bromide (nPB), perchloroethylene (perc) 및 염화 메틸렌(Methylene Chloride))보다 훨씬 안전합니다. 켐트로닉스 초음파 세척제는 이러한 높은 독성의 용제가 들어 있지 않으며, Flux-Off Tri-V와 Electro-Wash Tri-V는 대체품으로 특수하게 설계된 제품입니다.
- 환경 문제 - 일부 주(예: CARB 또는 California Air Review Board), 시, 심지어 산업 특정 규정에 의해 고VOC 또는 고GWP 물질 사용이 제한됩니다. 휘발성 유기 화합물(VOC)은 스모그 발생을 일으키는 물질입니다. 용제에 대한 지구 온난화 지수(GWP)는 CO2에 대해 지정되었습니다. CO2는 1로 지정되었는데 예를 들어, GWP이 500인 용제는 CO2의 지구 온난화 영향의 500배가 됩니다.
켐트로닉스 초음파 세척제
다양한 켐트로닉스 초음파 세척제:
- Electro-Wash Tri-V 및 Flux-Off Tri-V 고기능 세척제 - 불연성제로 금속 부품과 전자 구성품 및 어셈블리에서 플럭스, 그리스, 오일, 먼지, 분진 및 기타 오염물을 빠르게 제거합니다. Tri-V 세척제는nPB와 TCE와 같은 독성 용제를 대체하도록 설계되었습니다.
- Electro-Wash Delta 및 Flux-Off 델타 정밀 세척제 - 더 강력한 불연성 용제로 잔여물을 남기지 않고 모든 오염물을 빠르게 제거하고 증발합니다. 델타 세척제는 규정에 따라 낮은 VOC 및 GWP를 갖습니다.
- Flux-Off 수성 - 전자 서브어셈블리, 인쇄 회로 기판, 기타 전자 구성품에서 로진 및 no clean 플럭스 타입을 제거하기 위한 더 강력한 수성 세척제. 비용과 환경 영향을 줄이기 위해 탈이온화수와 1:10으로 희석할 수 있습니다.
켐트로닉스 연구실은 제품을 한정하고, 세척 절차를 정하거나 세척 문제를 진단하는데 도움을 줄 수 있습니다. 더 자세한 정보는 웹사이트 www.chemtronics.com를 방문하거나 전화 770-424-4888로 문의하시기 바랍니다.
2021년 11월 4일 목요일
실제로, 납땜 작업으로 항상 완벽한 결과를 보이지 않는다는 사실입니다. 최고 품질의 구성품이 가끔 떨어질 때가 있습니다. 이러한 이유로 최고의 재작업과 수리 방법 및 재료가 인쇄 회로 기판(PCB) 제조, 유지보수 또는 수리를 하는 사람들에게 매우 중요합니다.
PCB 수리 시 가장 안전한 취급 방법
수리하는 것보다 더 손상이 가지 않게 인쇄 회로 기판(PCB) 취급 시 주의를 기울여야 합니다. 다음은 관련 문제들입니다.
- 보안경 착용 - 소더 캔이 튀거나 다듬으면 리드가 날아갈 수 있어서 PCB를 수리할 때마다 눈을 보호하기 위해 보안경을 착용합니다.
- 전자장치 플러그를 뽑고 방전 - 전자장치의 단락과 감전을 방지하려면 수리하고 있는 장치 플러그를 뽑고 완전히 방전시킵니다. 커패시터와 전원장치는 충전되어 있을 수 있으므로 완전히 방전되었는지 확인합니다. 보조 배터리가 있으면 마찬가지로 분리합니다.
- 정전 방전 방지 - 정전 방전(ESD)은 한 표면에서 다른 표면으로 갑작스러운 전자 흐름 또는 스파크 현상입니다. 이것은 두 표면간의 차이에 의해 일어나는 것이므로 하나가 전자가 더 많아서 입니다. 자연은 평형상태를 유지하려고 하기 때문에 전자가 교환됩니다. 접지 손목 스트랩을 착용하고 접지 ESD-안전 매트에서 일하는 것이 ESD 방지에 가장 좋은 방법입니다. 손목 스트랩은 피부에 닿는 면이 전도성을 띠므로 과잉 전자를 줄일 수 있습니다. ESD-안전 매트는 유사한 원리로 작용하기 때문에 표면에서 전하를 줄입니다. PC에서 작업하는 경우 페인트 칠이 되지 않은 케이스 부위에 손목 스트랩을 클립으로 고정할 수 있습니다.
- PCB 가장서리에서의 취급과 손 세척에 의한 오염 감소 - 손의 오염은 납땜성 문제를 일으키고 부식 또는 수상돌기 증가로 인해 기판 고장을 초래할 수 있습니다. 핸드 로션 또는 어딘가에서 묻은 실리콘은 납땜을 하는 접점 영역에서 장벽을 발생시켜서 땜납의 금속 결합력을 떨어트릴 수 있습니다. 땜납은 일시적으로 들러 붙을 수 있지만 열 또는 물리적 응력에 노출되면 떨어질 수 있습니다. 점심으로 먹은 프라이의 소금과 같은 오염은 수리 과정에서 유입되는 또 다른 문제입니다. 소금은 이온성 오염물로 공기의 수분과 결합하면 부식을 일으킬 수 있습니다. 이온 입자는 또한 수상돌기와 결합하여 전류 누설 심지어 단락까지 일으킬 수 있습니다. 손을 씻고 전자 안전 핸드 로션만 사용하는 것이 이러한 유형의 기판 고장을 예방하는 좋은 방법입니다. 또한, 접촉장치 없이 (예: 골드 핑거) 기판 가장자리만 잡으면 임계 영역의 오염물 고착을 방지할 수 있습니다.
관련 제품:
https://www.chemtronics.com/static-free-hand-guard
https://www.chemtronics.com/static-free-mat-and-benchtop-reconditioner
PCB 취급 시 정전기에 대한 문제
문제가 있습니다. PCB 에서 작업하는 일반 기술자는 수 천 볼트를 발생시킬 수 있습니다. SMOS 논리 장치는 250-3000 볼트에서 손상될 수 있으며, EPROM 장치는 100 볼트 미만, 마이크로프로세서 칩은 10 볼트 미만에서 손상될 수 있습니다. 손상되면 기능이 차단되거나 간헐적 문제가 발생할 수 있으며, 재해성 (즉각) 또는 잠재적 (나중에 “필드 고장”)인 문제가 될 수 있습니다. (출처: Phil Storrs PC Hardware Book)
물체가 상호 작용하는 동안 전자는 계속 교환됩니다. 관련 소재로 인해 전자가 원활하게 흐르고 평형상태에 도달하지 못할 때 문제가 발생합니다. 절연재라고 하는 이 소재는 전자를 모으고 표면에 음전하를 띠는 핫 스폿을 발생시킵니다.
전하를 띠는 핫 스폿이 다른 물체에 근접해질 때 (직접적인 접촉이 아닌) 갑작스러운 교환 또는 “방전”이 발생하면서 전자가 갑자기 교환되어 평형상태가 될 수 있습니다. 이를 “정전기 방전” 또는 “ESD”라고 합니다.
건조한 기후와 겨울철 그리고 공기 중에 과잉 전자를 제거하는데 도움이 되는 수분이 없을 때 (물은 전도성이므로 전자가 더 쉽게 흐를 수 있음) 전자기 방전은 항상 발생합니다. 일반적으로 자극이 되며 민감한 전자장치가 있으면 PCB 고장을 초래할 수 있습니다.
접지 손목 스트랩을 착용하고 접지 ESD-안전 매트에서 일하는 것이 ESD 방지에 가장 좋은 방법입니다. 손목 스트랩은 피부에 닿는 면이 전도성을 띠므로 과잉 전자를 줄일 수 있습니다. ESD-안전 매트는 유사한 원리로 작용하기 때문에 표면에서 전하를 줄입니다. PC에서 작업하는 경우 페인트 칠이 되지 않은 케이스 부위에 손목 스트랩을 클립으로 고정할 수 있습니다.
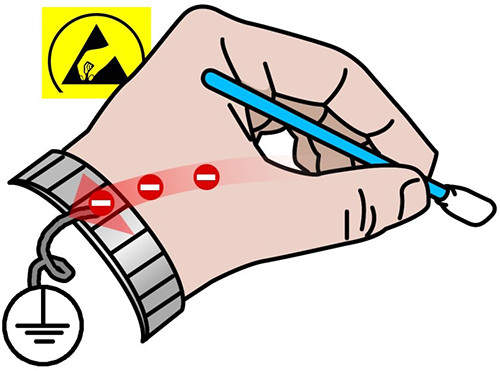
접지 손목 스트랩은 과잉 전자를 제거하여 손상을 일으키는 정전 방전을 방지합니다.
Associated products:
https://www.chemtronics.com/static-free-hand-guard
https://www.chemtronics.com/static-free-mat-and-benchtop-reconditioner
PCB 수리 또는 재작업 관련 구성품에 가해지는 열 응력 감소 방법
납땜 이음부를 가열하고 제거하고 가능한 신속히 구성품을 제거하고, 가능한 주변 영역의 가열을 피하기 위한 것입니다. 결함이 있는 구성품을 제거하고, 작업을 빨리 수행하고, 다른 영역에 가해지는 열 응력을 줄이려면 납땜 이음부만을 가열해야 합니다. 소더 윅 또는 디소더 스테이션은 분리된 영역에서 땜납을 제거하는 좋은 방법입니다. 열판 또는 뜨거운 공기 관련 방법은 나중에 PCB 고장을 일으킬 가능성이 커집니다.
Associated products:
https://www.chemtronics.com/desoldering-braid-wick
PCB에서 땜납 또는 구성품 제거 방법
땜납 제거 가능성
납땜 실수를 고치는 방법
납땜은 뜨거운 납땜 인두, 플럭스 및 땜납을 사용하여 두 금속 표면을 결합하는 꽤 단순한 개념입니다. 동일한 땜납 제거는 복잡합니다. 불량 구성품을 제거하고 교체해야 하거나 두 접점 사이의 브리징과 같은 과잉 땜납을 제거해야 할 수 있습니다.
다음은 “땜납 제거(디소더링)”라고 하는 일반 땜납 제거 방법입니다.
- 소더 윅 - 소더윅(solder wick), 디소더 브레이드(desoldering braid) 또는 “윅”은 땜납을 흡수하는데 사용하는 카퍼 브레이드(copper braid)의 명칭입니다. 일반적으로 플럭스로 코팅되므로 가열할 때 습식과 모세관 방식을 병행하여 땜납이 용해되고 분리됩니다. 소더윅을 사용하면 전체 보드 또는 근처의 구성품에 열 응력을 가하지 않고 분리된 영역에서 땜납을 제거할 수 있습니다. 소더윅은 노출된 땜납에만 사용할 수 있으므로 잔여 땜납을 제거하기 전에 볼 그리드 어레이(BGAs)와 같은 접촉 영역에 포함되는 구성품을 분리해야 합니다.
- 소더 서커 - 소더 서커는 스프링 장전 진공장치로 용해된 땜납을 흡입하는 기능을 합니다. 열선총 또는 리워크 스테이션과 같이 뜨거운 공기 또는 납땜 인두로 땜납을 녹여햐 합니다. 소량의 땜납만 한 번에 흡입되거나 여러 차례 시도하여 구성품을 제거합니다. 납땜 온도 유지 또는 반복해서 납땜 이음부 재용해는 구성품, 다른 납땜 이음부, 전체 회로 기판에 가해지는 열 응력을 높입니다. 소더 서커는 노출된 땜납만 제거하므로 볼 그리드 어레이(BGA)와 같은 접촉 영역에 들어가는 구성품을 잔여 땜납을 제거하기 전에 제거해야 합니다.
- 디소더 스테이션 - 디소더 스테이션은 용해되면 땜납이 흡입되는 중앙 구멍이 있는 소더 팁이 있습니다. 매우 효율적인 땜납 제거 방법이지만 리워크 스테이션은 노출된 땜납만 제거하므로 볼 그리드 어레이(BGA)와 같은 접촉 영역에 들어가는 구성품을 잔여 땜납을 제거하기 전에 제거해야 합니다.
- 핫 에어 소더 스테이션 - 이 스테이션은 수리 부위로 뜨거운 공기를 불어서 땜납을 녹이며, 이 구성품을 트위저나 진공 리프터로 제거합니다. 구성품이 이탈하면 땜납을 다른 방식으로 제거해야 할 수 있습니다.
- 핫 트위저 - 2개의 납땜 인두로 만든 납 영역을 트위저로 잡을 때 땜납을 한 번에 녹이기 위해 구성품 양측에서 납을 클램핑하면 뜨거운 공기에 비해 전체 열 응력이 제한됩니다. 구성품이 이탈하면 땜납을 다른 방식으로 제거해야 할 수 있습니다.
- Hot plate - 열판에 PCB를 올려 놓으면 모든 땜납 이음부가 녹거나 다시 흘러서 동시에 여러 구성품을 제거할 수 있습니다. 이 방법은 다른 구성품과 기판에 불필요하게 응력을 가하지 않을 수 있습니다.
Associated products:
https://www.chemtronics.com/desoldering-braid-wick
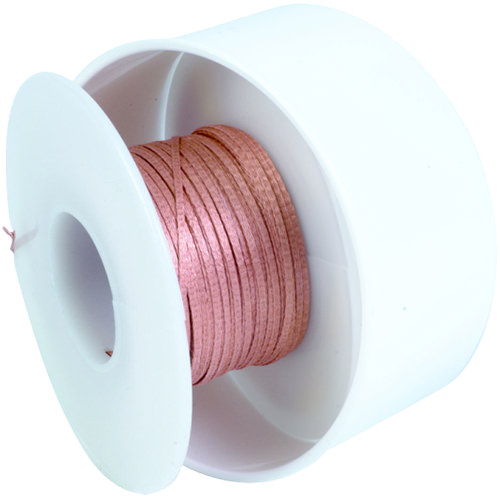
What is solder wick?
소더윅(solder wick), 디소더 브레이드(desoldering braid) 또는 “윅”은 땜납을 흡수하는데 사용하는 카퍼 브레이드(copper braid)의 명칭입니다. 일반적으로 플럭스로 코팅되므로 가열할 때 습식과 모세관 방식을 병행하여 땜납이 용해되고 분리됩니다. 소더윅을 사용하면 전체 보드 또는 근처의 구성품에 열 응력을 가하지 않고 분리된 영역에서 땜납을 제거할 수 있습니다. 소더윅은 노출된 땜납에만 사용할 수 있으므로 잔여 땜납을 제거하기 전에 볼 그리드 어레이(BGAs)와 같은 접촉 영역에 포함되는 구성품을 분리해야 합니다.
소더 윅은 여러 유형의 접촉 영역에서 땜납을 효율적으로 제거하기 위해 폭이 다양합니다. 소더 윅은 일반적으로 원래의 납땜 과정에 적합한 플럭스 (로진, no-clean 또는 언플럭스드)로 코팅되어 나옵니다.



구리 소더 윅 클로즈 업
소더 윅 사용 방법
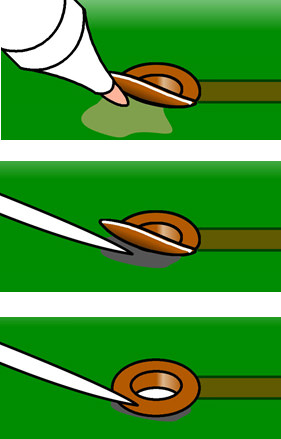
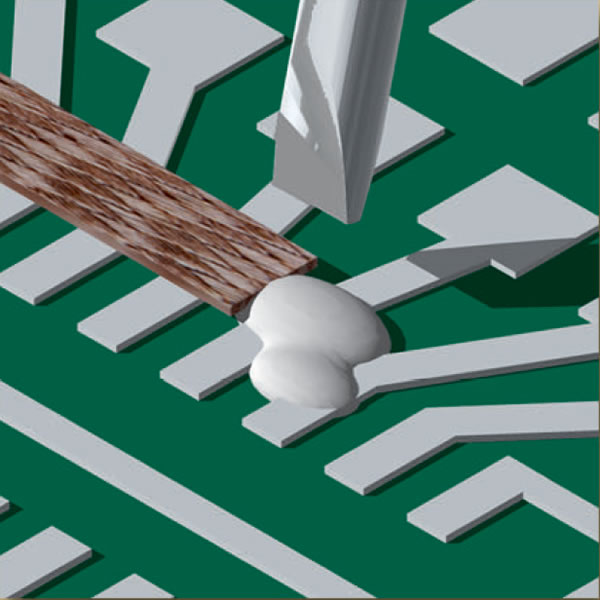
- 땜납 표면적에 브레이드가 최대한 접촉하도록 브레이드를 가장 큰 떔납에 올려 놓습니다.
- 그 다음에 인두 팁을 45도로 윅 위에 놓고 패드로 열이 전달되게 합니다. 녹은 땜납이 브레이드에 흡수됩니다.
- 한 번에 모든 땜납을 제거하는데 필요한 만큼 소더 팁과 브레이드를 움직입니다. 긁히지 않도록 패드에서 브레이드를 질질 끌지 않게 주의합니다.
- 브레이드에 납이 가득 차면 소비한 부분을 다듬고 더 많은 땜납을 흡수하기 위해 깨끗한 브레이드로 옮깁니다. 인두와 브레이드를 동시에 제거하여 기판에 와이어가 납땜되지 않게 합니다.
Associated products:
https://www.chemtronics.com/desoldering-braid-wick
여러 다른 소더 윅이 있는 이유
소더 윅은 납땜에 적합한 다양한 플럭스로 코팅되고 여러 타입의 접점 영역에서 땜납을 효과적으로 제거하기 위해 폭이 다양합니다.
일반 소더 윅 사이즈:
너무 얇은 윅은 충분히 땜납을 제거하지 못하므로 반복해서 땜납을 다듬고 다시 녹여야 합니다. 너무 넓은 윅은 가열하는데 시간이 더 걸리고 회로 기판의 다른 구성품에 방해될 수 있습니다.
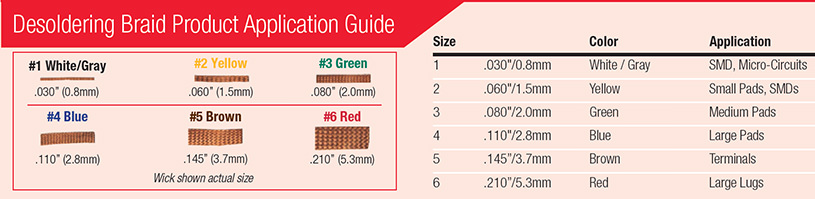
접촉 영역의 크기와 가깝게 일치하는 디소더 윅을 선택합니다. 이렇게 하면 열 전도가 적절히 이루어지고 원하지 않는 영역에서 땜납을 제거하지 않게 됩니다. 디소더 와이어 폭은 산업 표준인 1에서 6 또는 컬러 코드가 지정됩니다.
- #1/white 브레이드는 가장 작으며 (1mm 미만의 폭) SMD와 마이크로회로에 주로 사용합니다.
- 대부분 가장 일반적인 디소더 와이어로d #2/yellow, #3/green, #4/blue를 찾게 됩니다.
- #5/brown은 가장 큰 땜납을 제거하고 #6/red는 is best for desoldering BGA 패드 또는 단자에서 땜납을 제거하는데 가장 적합합니다.
- 모든 경우를 대비하여 작업장에 3가지 또는 4가지 폭을 둡니다.
- 윅을 접촉 영역에 맞는 각도로 접거나 다듬을 수 있습니다.

5' 및 10' 소더 윅용 ESD-안전 보빈
매우 긴 소더 윅용 스풀
Common types of flux coating on solder wick소더 윅에 일반적인 타입의 플럭스 코팅:
- Rosin – 로진 플럭스드 디소더 윅은 위킹 작용이 가장 빠르지만 완전히 제거해야 하는 잔여물을 남깁니다.
- No-Clean - No-clean 플럭스드 디소더 윅은 세척이 불가능한 곳에 이상적입니다. 땜납 제거 후 투명한 비이온성 잔여물만 남습니다. 철저한 세척이 더 문제가 되는 현장 작업의 경우 이 타입의 브레이드를 사용합니다.
- Unfluxed – 플럭스가 지정되고 변경할 수 없는 생산 또는 수리 환경에서 또는 수성 플럭스가 필요한 경우 이 타입의 브레이드에 직접 플럭스를 추가할 수 있습니다. Unfluxed 윅은 플럭스가 추가되지 않으면 땜납을 제거하지 못합니다. 브레이드 플럭싱에 이상적인 여러 타입의 플럭스는 펜 포장이 됩니다.
- 또한 소더 윅은 다양한 길이로 포장될 수 있습니다. 5 ‘ 및10 ‘ 길이가 작업장에서 쓰기에 편리합니다. “보빈”이라고 하는 정전기 분산 스풀은 ESD에 민감한 구성품 손상을 방지하는데 쓰입니다. 25 ‘ (7.6M), 50 ‘ (15.2M), 100 ‘ (30.5M) 및 500 ‘ (152.4M)와 같은 더 긴 스풀은 일반적으로 더 중앙 위치에 보관되고 필요하면 기술자에게 분배됩니다.
- 다른 전문 브레이드도 있습니다. 예를 들어, 켐트로닉스 Soder-Wick Lead-Free는 더 빨리 가열하도록 설계되어 고열 납무함유 도포 시 열 충격을 최소화합니다.
Associated products:
https://www.chemtronics.com/desoldering-braid-wick
소더 윅에 직접 사용자가 플럭스를 추가할 수 있나요?
플럭스가 지정되고 변경할 수 없는 생산 또는 수리 환경에서 또는 수성 플럭스가 필요한 경우 이 타입의 브레이드에 직접 플럭스를 추가할 수 있습니다. Unfluxed 윅은 플럭스가 추가되지 않으면 땜납을 제거하지 못합니다. 브레이드 플럭싱에 이상적인 여러 타입의 플럭스는 펜 포장이 됩니다.
예를 들어, 켐트로닉스 플럭스 펜은 다음과 같습니다.
- No-Clean 플럭스 펜 - 이 no-clean 플럭스는 납무함유 납땜 온도 상승에서 쓰이도록 배합되었지만 주석-납 납땜에서도 효과적입니다. 낮은 표면 장력으로 설계되어 브리징을 방지합니다. 납땜 후 잔여물이 거의 눈에 띄지 않고 비부식성이고 할로겐화합물이 없으므로 납땜 후 세척은 선택할 수 있습니다. 세척을 피해야 하는 주석-납 납땜에 적합합니다.
- 로진 플럭스 펜 - 다양한 용도에서 납땜성이 뛰어난 하이 솔리드 타입 R 로진 플럭스입니다. 남는 잔여물은 비부식성이고 할로겐화합물이 들어 있지 않지만 외관상 땜납 후 잔여물을 제거하는 것이 가장 좋습니다.
- 수용성 플럭스 펜 - 활성도가 높은 pH 중성ORH1 플럭스입니다. 납무함유와 납 함유 납땜 작업을 쉽게 할 수 있습니다. 이 플럭스를 제거해야 하며 배치 또는 라인 시스템과 같이 탈이온화수로 제거하거나 또는 Flux-Off 수용성 플럭스 제거제로 작업대 세척을 할 수 있습니다.
관련 제품:
https://www.chemtronics.com/desoldering-braid-wick
https://www.chemtronics.com/circuitworks-fluxes-and-flux-pens
효율적인 고품질 떔납 제거 6가지 팁.
-
납땜 인두 팁을 깨끗이 유지하고 효과적인 열 전도성을 위해 주석 도금.
말이 안되는 소리처럼 들릴 수 있지만 이것은 종종 간과되는데 효율적인 땜납 제거에 매우 중요합니다. 플럭스와 산화물이 탄 납땜 인두 팁은 적시지 않고 열 전도성이 좋지 않습니다. 깨끗한 주석 도금 소더 팁은 디소더 브레이드를 통해 열을 더 잘 전도하고 위킹 작용이 더 빠릅니다.
-
기판과 구성품이 고온에 노출되는 시간 최소화.
장시간 기판 또는 해당 구성품에 높은 열을 가하면 기판, 구성품에 손상을 주고, 납땜 이음부가 깨지고, 정비 문제가 될 수 있습니다.
-
납땜 이음부 또는 접촉 패드에 일치하는 윅 폭
디소더 윅은 일반적으로 폭이 다양하기 때문에 땜납 제거에 맞는 브레이드를 선택할 수 있습니다. 너무 얇은 윅은 충분히 땜납을 제거하지 못하므로 반복해서 땜납을 다듬고 다시 녹여야 합니다. 너무 넓은 윅은 가열하는데 시간이 더 걸리고 회로 기판의 다른 구성품에 방해될 수 있습니다.
-
정확성을 위해 브레이드 폭에 적합한 납땜 인두 팁 선택
브레이드 및 접촉 영역의 폭과 비슷한 소더 팁을 사용합니다. 너무 작은 팁은 체류 시간이 더 필요합니다. 너무 큰 팁은 빽빽한 어셈블리 내 다른 구성품에 노출될 위험이 있습니다. 팁 크기를 맞추면 더 빨리 불필요한 땜납을 녹이고 열을 가하는 시간을 최소화할 수 있습니다. BGA 패드와 같은 큰 면적에서 땜납을 제거하는 경우 날 또는 나이프 팁을 사용합니다.
-
세척 과정에 맞는 플럭스 타입
세척 과정과 다른 요구사항에 따라 다양한 플럭스 타입의 디소더 브레이드가 있습니다. 로진 플럭스드 브레이드는 위킹 작용이 가장 빠르지만 완전히 제거해야 하는 잔여물이 남습니다. No-clean 플럭스드 브레이드는 세척이 불가능한 경우에 이상적입니다. 땜납 제거 후 투명한 비이온성 잔여물만 남습니다. 철저한 세척이 더 문제가 되는 현장 작업의 경우 이 타입의 브레이드를 사용합니다.
-
고품질 플럭스 제거제를 이용한 기판의 부식 방지
플럭스 잔여물은 PCB 어셈블리에 수상돌기 증가와 부식을 일으킬 수 있으므로 모범 관례를 따르고 기판을 세척하는지 확인합니다. 모든 구성품을 교체하고 과잉 땜납을 제거한 후 고품질 플럭스 제거제로 깨끗이 세척합니다.
PCB에서 구성품을 제거한 후 BGA 패드에서 과잉 땜납을 제거하는 방법
Large amounts of solder on large pads or 대형 패드 또는 볼 그리드 어레이(BGAs)의 다량의 땜납은 소더 서커와 뜨거운 공기로 제거할 수 있지만 장시간 고온에 PCB를 노출해야 하기 때문에 다른 구성품과 기판에 열 응력을 가할 수 있습니다.
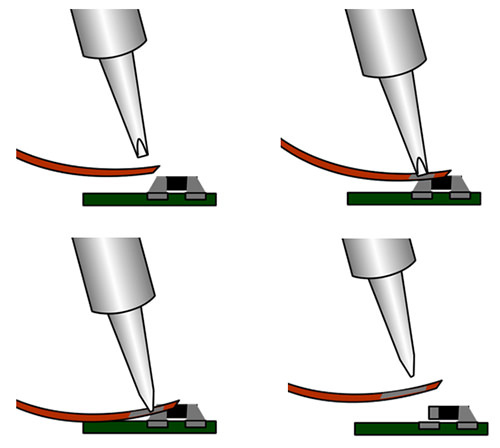
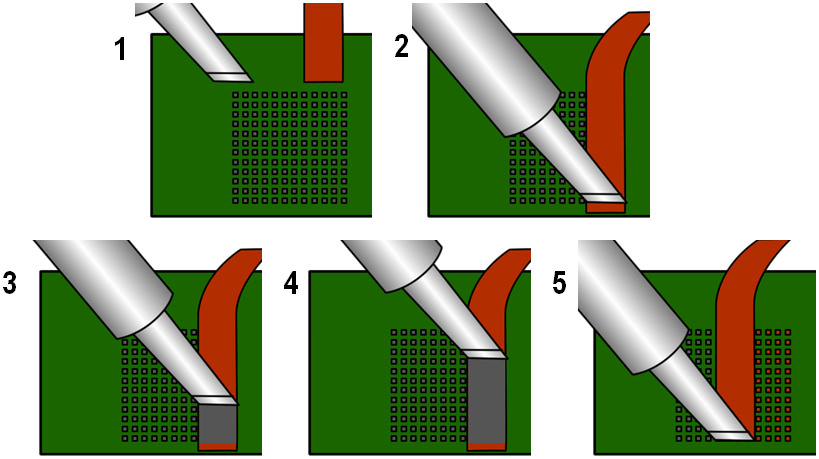
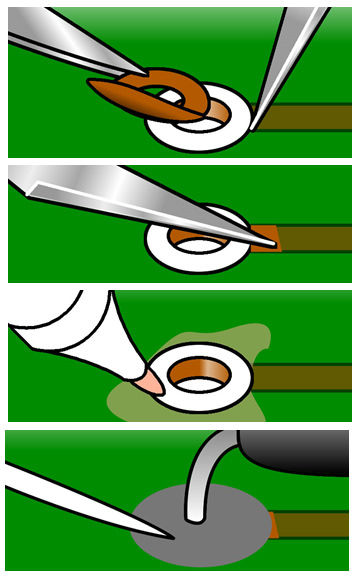
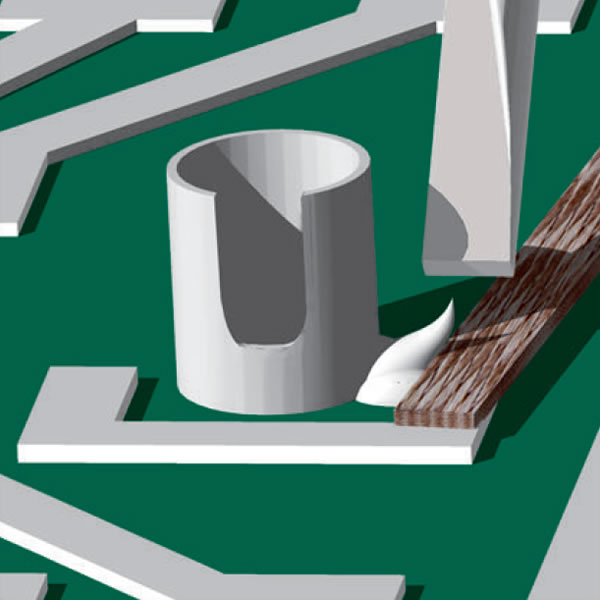
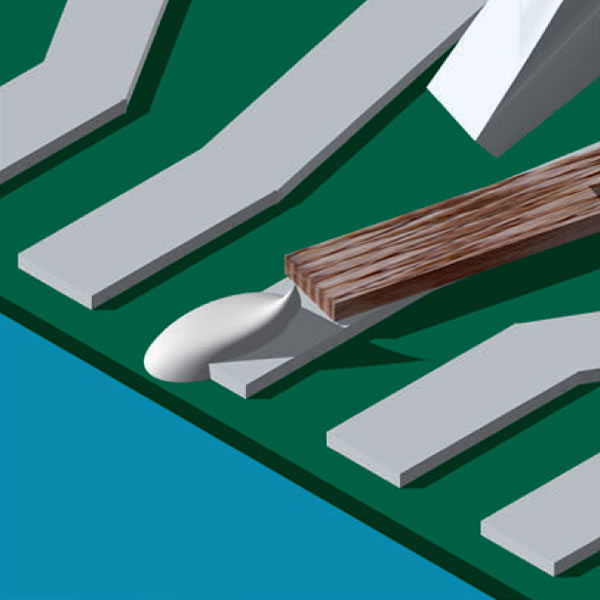
소더 윅은 더 빠르고 큰 면적에서 땜납을 제거하는 열 응력이 더 적은 방법입니다. 폭이 3 ~ 5mm 이상 다양한 소더 윅이 있습니다. 3.5 ~ 4mm 폭은 #5 또는 브라운 윅, 5 ~ 5.5mm은 #6 또는 레드 윅입니다. 소더 팁 구조는 가능한 브레이드 폭과 일치하거나 근접해야 합니다. 스크류드라이버, 끌, 베벨 또는 나이프 형태와 같은 표면적이 큰 팁이 가장 효과적인 경향이 있습니다. 많은 기술자들은 브레이드 표면에 소더 팁을 댄 후 패드에서 브레이드를 끌어서 용해된 납을 제거하는 실수를 합니다. 끌면 패드 또는 OSP 코팅 표면이 긁힐 수 있습니다. 다음은 권장하는 기법입니다.
- 땝납을 제거할 패드 위에 브레이드를 사용합니다.
- 브레이드 한쪽 끝에 뜨거운 소더 팁을 댑니다 (단계 2).
- 브레이드를 가만히 두고 소더 팁을 브레이드 위로 끕니다 (단계 3-4). 인두에 압력을 가할 필요가 없습니다. 브레이드를 당기거나 패드가 긁힐 위험이 있습니다. 납땜 인두 중량은 작업하기에 충분해야 합니다.
- 여전히 뜨거울 때 브레이드를 들어 올리고 다음 패드에서 위의 단계를 반복합니다 (단계 5). 이 단계를 진행하기 전에 소비한 브레이드를 다듬어야 합니다. 열 싱크로 작용하여 가열되는 시간이 더 길어집니다.
납땜 후 PCB 세척 방법
소더 플럭스 제거 방법
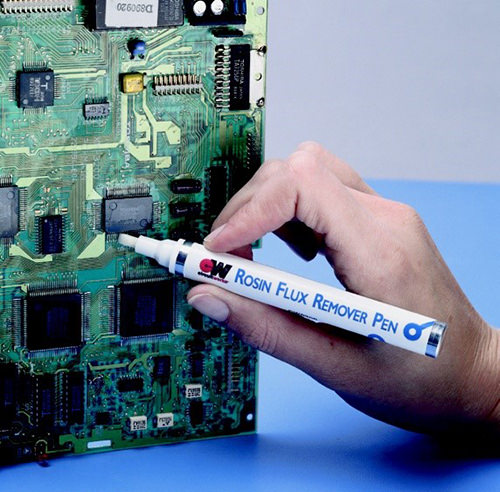
수리 부위에서 플럭스 잔여물을 제거하는 가장 일반적인 방법은 이소프로필 알코올 또는 다른 세척제에 코튼 또는 폼 스왑을 적시고 수리 부위 주변을 문지르는 것입니다. 육안으로 PCB가 깨끗해야 하는 no-clean 플럭스에 충분할 수 있지만, RA 또는 수성과 같이 활성도가 높은 플럭스라면 충분히 제거되지 않을 수 있습니다. 용제와 함께 플럭스 잔여물이 증발하지 않습니다. 플럭스를 용해시키면 일부 잔여물만 스왑으로 흡수되고 대부분은 다시 기판 표면에 고착됩니다. 대부분 이 흰 잔여물은 원래의 플럭스보다 제거하기가 더 어렵습니다.
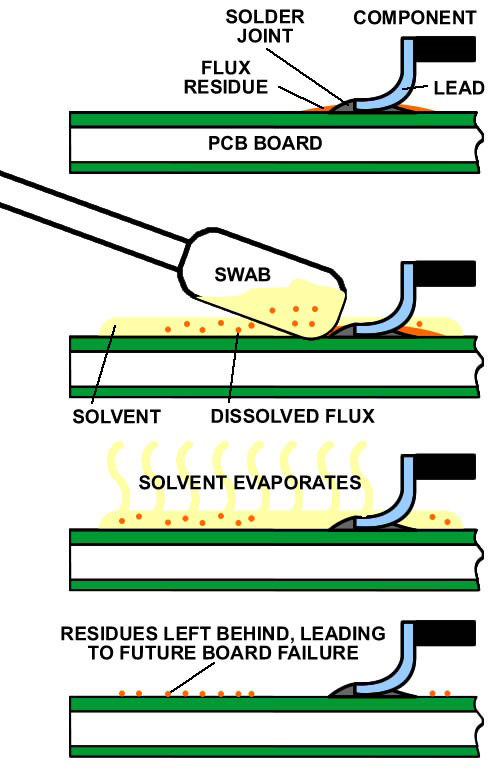
플럭스 잔여물은 용제와 함께 증발하지 않습니다.
한 가지 빠르고 쉽게 개선하는 방법은 수리 부위에 스왑을 사용한 후 씻어내는 것입니다. 용제로 여전히 젖어 있는 동안 에어로졸 플럭스 세척제로 기판 전체를 분사합니다. 들린 잔여물과 함께 기판 위로 용제가 흘러 나가는 각도로 PCB를 고정합니다.
에어로졸 플럭스 제거제와 함께 제공되는 스트로 부착장치는 구성품 아래에 분사력을 높이고 스며들게 하는데 좋습니다.
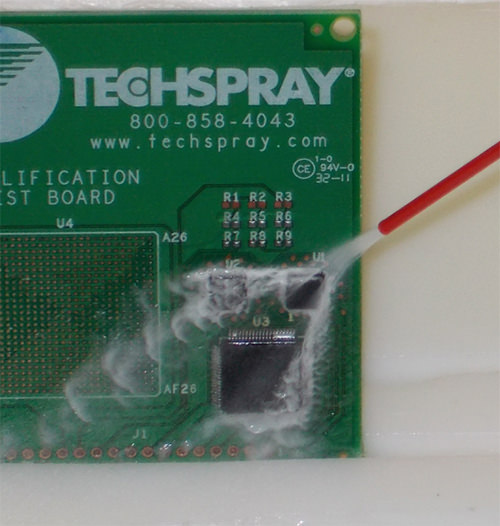
구성품 아래에서 세척하기에 좋은 스트로가 있는 에어로졸
다양한 플럭스 제거제와 함께 제공되는 켐트로닉스 BrushClean 시스템이 있습니다. 브러시를 통해 세척제가 분사되어 분사하는 동안 문질러 더 잘 섞일 수 있습니다. 플럭스 잔여물을 흡수하기 위해 보푸라기 없는 폴리셀룰로오스 와이퍼를 수리 부위에 올려 놓고 그 위에 분사하고 문지를 수 있습니다. 그 다음에 와이프와 브러시 부착장치를 제거하고 기판 전체에 분사하여 최종적으로 씻어내니다.


와이퍼 위의 에어로졸 브러시 부착장치는 플럭스 잔여물을 동시에 녹이고 흡수합니다.
관련 제품:
https://www.chemtronics.com/flux-removers
https://www.chemtronics.com/circuitworks-flux-remover-pens
https://www.chemtronics.com/chemtronics-cottontip-swabs
https://www.chemtronics.com/chemtronics-controlwipes
고온 납땜 없이 온도에 민감한 구성품을 연결하는 방법
2-part 전도성 에폭시는 무납땜 전자 연결부를 만들기에 매우 적합합니다. 이 타입의 에폭시는 전도성 물질이 들어 있어서 경화되면 납땜 이음부와 유사하게 매우 강하고 전도성이 높은 결합부를 형성합니다. 켐트로닉스에는 두 가지 옵션이 있는데 CircuitWorks 전도성 에폭시는 10분 후 경화되고, CircuitWorks 60 분 전도성 에폭시는 시간이 더 걸립니다. 두 에폭시는 경화가 시작되기 전에 완전히 혼합해야 하는 A 및 B 성분이 있습니다. 일단 혼합되면 동봉된 플라스틱 픽으로 에폭시를 연결부에 도포합니다. 경화 중에 움직일 수 있으면 테이프로 고정하거나 와이어나 구성품을 고정해야 합니다.
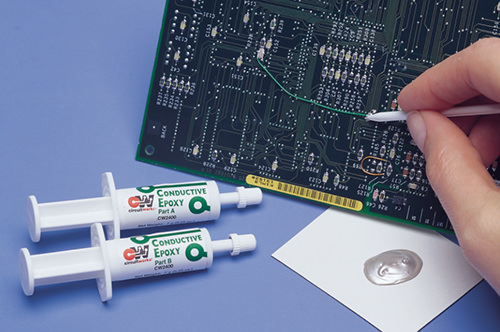
점퍼 와이어를 부착하기 위한 전도성 에폭시.
관련 제품:
https://www.chemtronics.com/circuitworks-conductive-epoxy-2
PCB 수리 또는 재작업 시 컨포멀 코팅 제거 방법
가장 좋은 코팅 제거 방법은 구성품 민감도와 코팅 타입에 따라 다릅니다.
-
아크릴(AR) / 실리콘(SR) / 우레탄 코팅(UR):
땜납 제거 시 이러한 코팅을 통해 연소하는 것이 일반적입니다. 따라서 다시 코팅하기 전에 제거해야 하는 연소되거나 거친 모서리가 생길 수 있습니다. 특수 용제 또는 아세톤, 톨루엔, 크실렌과 같은 일반 용제로 이러한 코팅을 화학적으로 제거할 수 있습니다. 전부 강하며 (코팅을 매우 잘 용해시키는 이유입니다) 톨루엔과 크실렌은 독성 문제가 있으므로 적절한 PPE를 착용하고 환기를 잘 해야 합니다.
나머지 PCB에 영향을 주지 않고 조밀한 코팅 영역을 제거할 수 있는 켐트로닉스 CircuitWorks 컨포멀 코팅 리무버 펜이 있습니다. 먼저 표면에 가볍게 두드려 펜을 적시면 밸브가 열리고 용제가 배출됩니다. 거꾸로 들면 원하지 않는 부위로 용제가 흐를 수 있습니다.
그 다음에 제거하고 싶은 코팅 위에서 펜 팁을 문지릅니다. 축적된 수지를 제거하기 위해 정기적으로 와이퍼 위에서 펜 팁을 닦아야 할 수 있습니다. 팁은 압력을 가할 때마다 다시 젖게 됩니다. 기판 위로 너무 많이 용제가 흘러나올 수 있기 때문에 펜 팁을 강하게 누를 필요는 없습니다. 용제가 작용하도록 그대로 두고 코팅 수지가 분해되는 시간을 기다립니다. 아크릴 코팅은 빨리 분해되지만 실리콘과 특히 우레탄을 시간이 더 걸립니다.
-
에폭시 수지(ER) / 파릴렌(XY):
에폭시 및 파릴렌 코팅은 매우 강한 코팅으로 물리적 화학적 응력을 견딥니다. 물론, 매우 효과적이기 때문에 제거하기가 어렵습니다. 화학물질을 사용하여 이 수지를 벗길 수 없습니다. 태우거나 녹여 없앨 수 있지만 PCB가 손상될 위험이 있습니다. 마이크로-연마 블래스팅 방법은 일반적으로 허용되는 에폭시 및 파릴렌 코팅 제거 방법입니다.
마이크로-연마 블래스팅에서는 특수 장치를 사용하여 코팅된 표면에서 연마 입자를 날려 보냅니다. 표면 또는 구성품이 손상되지 않고 제거할 수 있게 연마 매질을 잘 선택해야 합니다. 수리 주변 영역을 마스킹하여 블래스팅 영향을 받지 않게 해야 합니다.
-
Ultra-Thin 코팅(UT):
Ultra-thin 코팅은 휴대폰과 같은 소비자 전자제품에 더 일반화되고 있는 코팅으로, 제거하지 않아야 합니다. 눈에 보이지 않고, 쉽게 연소되며, 문질러 없앨 수 있습니다.

Associated products:
https://www.chemtronics.com/circuitworks-conformal-coating-remover-pen
PCB 수리 후 컨포멀 코팅 패칭 방법
PCB 어셈블리와 동일한 코팅재를 사용해야 하는데 장치 정비 매뉴얼에 표시되어 있습니다. 사실, 전자장치를 수리할 때 처음에 도포된 코팅이 무엇인지 알 길이 없습니다. 이 경우 아크릴 코팅으로 코팅하는 것이 가장 쉽습니다.
켐트로닉스 CircuitWorks 오버코트 펜은 PCB와 일치하는 다양한 색상이 있습니다. 오버코트 펜은 편리한 포장이 된 아크릴 컨포멀 코팅으로, 투명 버전을 작은 영역에 코팅하는데 사용할 수 있습니다. 펜 팁을 눌러 배럴을 짜서 코팅 물질을 분산시킵니다. 더 큰 면적의 경우 소형 산 브러시를 이용하여 컨포멀 코팅을 도포할 수 있습니다.
어떻게 코팅하든 간에 코팅 커넥터 주변에 코팅하거나 Kapton 테이프 또는 임시 소더 마스크로 마스킹하지 않도록 합니다.
Associated products:
https://www.chemtronics.com/circuitworks-overcoat-pens
https://www.chemtronics.com/konform-ar
https://www.chemtronics.com/chemask-peelable
PCB의 분리된 트레이스 수리 방법
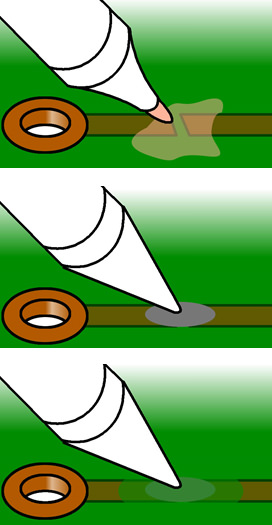
일반적인 분리된 트레이스 수리 방법은 분리된 트레이스 주변의 기본 와이어 바이패스인 점퍼에 납땜하는 것입니다. 이는 시간 소모적이고 보기에도 좋지 않을 수 있습니다. 켐트로닉스 전도성 펜은 액체 폴리머에 현탁되는 은 또는 니켈과 같은 고전도성 물질이 들어 있습니다. 이 펜으로 트레이스를 다시 드로잉할 수 있습니다.
다음은 전도성 펜으로 트레이스를 빠르고 효과적으로 수리하는 단계입니다.
- 전기 연속성을 위해 노출된 트레이스 표면적이 약간 필요합니다. 파손 부위 바로 위에 솔더 레지스트가 있으면 날카로운 날을 이용하여 약 1/16” 레지스트 부분을 긁어 냅니다.
- 이소프로필 알코올(IPA) 또는 CircuitWorks 플럭스 리무버 펜과 같은 세척제에 적신 스왑으로 이 부위를 세척합니다.
- 내부에서 볼이 흔들리는 소리가 들릴 때까지 전도성 펜을 세차게 흔듭니다.
- 파손 영역에서 펜 팁을 눌러 펜 배럴을 짜서 전도성 잉크를 분산시킵니다.
- 오버코트를 수리하기 전에 최소한 한 시간 전도성 잉크가 경화되게 합니다.
- CircuitWorks 오버코트 펜으로 파손 영역의 레지스트 영역을 수리합니다. 오버코트 펜은 PCB 색상과 일치하는 다양한 색상이 있습니다. 펜 팁을 눌러 펜 배럴을 짜서 오버코트 물질을 분산시킵니다.

관련 제품:
https://www.chemtronics.com/circuitworks-conductive-pen
https://www.chemtronics.com/circuitworks-conductive-pens-paint
https://www.chemtronics.com/circuitworks-flux-remover-pens
https://www.chemtronics.com/circuitworks-overcoat-pens
EMI 또는 RF 실드의 파손 부위를 수리하는 방법
CircuitWorks 전도성 페인트는 실온에서 건조하는 단일 성분인 은 충전 폴리머로 EMI/RFI 실드 패칭에 이상적입니다. 브러시, 스왑 및 플라스틱 픽으로 구성된 키트는 큰 면적과 작은 면적을 수리하기 위한 용도입니다.
금속 스크린과 와이어 메시인 경우 스크린 또는 메시 구멍이 전자기 방사선 파장보다 상당히 작아야 합니다. 이 메시 설계 목적은 전기 연속성을 위해 전도성 물질로 균일한 구멍 패턴을 유지하는데 있습니다. 이러한 메시는 폴리이미드 테이프와 CircuitWorks 전도성 페인트를 이용하여 구멍을 복구하여 수리할 수 있습니다.
폴리이미드 테이프를 메시 안쪽에 도포하고 CW2205로 메시 패턴을 조심스럽게 복구합니다. 메시와 전도성 페인트간 접점이 유지되어야 합니다. 내구성을 높이기 위해 두 번째 폴리이미드 테이프 층을 반대 쪽에 도포할 수 있습니다. 폴리이미드 테이프가 이 파장의 전자기장에서 보이지 않으므로 폴리이미드 테이프는 유지할 수 있고 EMI 실드가 복구됩니다.

그림 1: 손상된 스크린 메시는 폴리이미드 테이프와 전도성 페인트로 수리할 수 있습니다.
또 다른 일반적인 상황은 차폐 케이블 내 알루미늄 호일의 손상입니다. 위의 경우와 유사하게 연속성이 손실되고 전자기 간섭이 다시 발생할 수 있습니다. 이 경우 폴리이미드 테이프로 구성 또는 찢어진 부위를 수리한 후 CircuitWorks 전도성 페인트로 테이프에 칠을 하고 연속성을 복구합니다.
Associated products:
https://www.chemtronics.com/circuitworks-conductive-pens-paint
PCB의 손상된 패드 수리 방법
표준2-part 에폭시는 커넥터 표면을 오염시켜 장벽을 만듭니다. 2-part 전도성 에폭시는 손상된 패드를 수리하는데 매우 적합합니다. 이 타입의 에폭시에는 전도성 물질이 들어 있어서 경화되면 납땜 이음부와 비슷하게 매우 강하고 전도성이 높은 결합부를 형성합니다. 켐트로닉스에는 두 가지 옵션 즉, 10분 후에 경화되는CircuitWorks 전도성 에폭시와 더 시간이 걸리는 CircuitWorks 60분 전도성 에폭시가 있습니다. 두 에폭시는 경화되기 전에 완전히 혼합해야 하는A 및 B 성분이 있습니다. 혼합되면 동봉된 플라스틱 픽으로 이 연결부에 에폭시를 도포합니다.
들린 패드를 수리하려면:
- 이소프로필 알코올(IPA) 또는 CircuitWorks 플럭스 리무버 펜과 같은 세척제에 적신 스왑으로 해당 부위를 세척합니다.
- 플라스틱 픽으로 패드 아래에 혼합한 전도성 에폭시를 도포합니다.
- 패드를 누릅니다.
- 패드에 납땜하기 전에 에폭시가 완전히 경화되게 합니다.
손상된 패드를 교체하려면:
- 손상된 패드를 잘라냅니다.
- 전기 연속성을 위해 노출된 트레이스 표면적이 약간 필요합니다. 파손 부위 바로 위에 솔더 레지스트가 있으면 날카로운 날을 이용하여 약 1/16” 레지스트 부분을 긁어 냅니다.
- 이소프로필 알코올(IPA) 또는 CircuitWorks 플럭스 리무버 펜과 같은 세척제에 적신 스왑으로 이 부위를 세척합니다.
- 동봉된 플라스틱 픽으로 패드 아래에 혼합한 전도성 에폭시를 도포합니다.
- 패드를 누릅니다.
- 패드 교체 부위와 노출된 트레이스 사이에 추가로 에폭시를 바릅니다.
- 패드를 납땜하기 전에 에폭시가 완전히 경화되게 합니다.
패드를 교체하지 않고 수리하려면:
- 손상된 패드를 잘라냅니다.
- 전기 연속성을 위해 노출된 트레이스 표면적이 약간 필요합니다. 파손 부위 바로 위에 솔더 레지스트가 있으면 날카로운 날을 이용하여 약 1/16” 레지스트 부분을 긁어 냅니다.
- 이소프로필 알코올(IPA) 또는 CircuitWorks 플럭스 리무버 펜과 같은 세척제에 적신 스왑으로 이 부위를 세척합니다.
- 동봉된 플라스틱 픽으로 패드가 없는 부위 아래에 혼합한 전도성 에폭시를 도포합니다.
- 에폭시에 구성품 리드를 삽입합니다. 스루-홀 리드의 경우 임시변통 걸-윙(gull-wing) 또는 J-lead로 형성되어 에폭시가 고정되는 표면적이 더 많이 생길 수 있습니다. 한층 더 고정하기 위해 리드 위에 에폭시롤 추가로 도포할 수 있습니다.
- PCB 취급 전에 에폭시가 완전히 경화되게 합니다.
Associated products:
https://www.chemtronics.com/circuitworks-conductive-epoxy-2
https://www.chemtronics.com/circuitworks-flux-remover-pens
PCB 균열 또는 PCB의 솔더 레지스트의 노출 부위 수리 방법
균열은 표면 또는 내부 층 트레이스에 영향을 주지 않습니다. CircuitWorks 오버코트 에폭시는 구조적 균열이 더 많은 PCB 영역을 보강할 수 있는 수리 방법입니다. 사용하려면:
- 이소프로필 알코올(IPA) 또는 CircuitWorks 플럭스 리무버 펜과 같은 세척제에 적신 스왑으로 해당 부위를 세척합니다.
- Part A 및Part B의 부피 당 같은 양 (1:1)을 혼합합니다. 1분 동안 완전히 혼합합니다.
- 브러시나 픽으로 에폭시를 도포합니다. 실온에서 가용 시간은 15-20분입니다.
- 실온에서 점착력이 떨어지는 시간은 30분입니다. 10 분 @ 100°C 동안 경화하면 가장 좋은 결과를 얻었습니다. 복사 또는 컨벡션 컨베이어 오븐을 이용하는 최적의 경화 주기를 실험적으로 결정합니다. 또한 제품은24 시간 @77°F (25°C) 동안 경화될 수 있습니다.
- Clean-Up/제거 (미경화): 미경화 수지를 제거하는데 이소프로필, 아세테이트 또는MEK를 사용합니다. 경화된 에폭시 오버코트는 용제로 제거되지 않습니다.

Associated products:
https://www.chemtronics.com/circuitworks-epoxy-overcoat-adhesive-syringe
https://www.chemtronics.com/circuitworks-flux-remover-pens
What flux should I use when replacing PCB components?
플럭스는 뜨거운 금속이 공기에 접촉할 때 형성되기 쉬운 산화물을 방지하는데 필요합니다. 인쇄 회로 기판 수리 및 납땜 과정에서 웨이브 납땜 장비에서 액체 플럭스가 병에 쏟아지고 산 브러시로 도포하는 광경을 보게 되는 것이 일반적입니다. 너무 많이 플럭스를 도포하게 되어 불필요할 수 있는 세척 작업이 또 필요할 수 있습니다. PCB 수리에 더 적합한 다른 타입의 플럭스와 특수 포장이 있습니다.
-
플럭스 펜 - 플럭스 펜은 플럭스가 사전에 충전된 밸브가 있는 펜입니다. 플럭스 펜을 사용하면 플럭스 병을 채울 때 엉망진창인 상태를 피할 수 있습니다. 플럭스 디스펜싱 펜에는 펜의 기밀 배럴 내에 플럭스가 들어 있습니다. 플럭스 펜은 작업대 납땜을 위해 플럭스를 분산하는 방식이 뛰어납니다. 똑바로 펜을 들고 팁을 짧게 누르면 액체가 흐르기 시작하면서 펜 팁이 플럭스에 젖게 됩니다. 납땜할 부위에 플럭스를 드로잉합니다. 플록스로 팁을 더 축축하게 하려면 다시 팁을 살살 누릅니다.
CircuitWorks 플럭스 펜은 납 무함유 납땜을 위한 고온 no-clean, 로진, 수용성을 포함한 특정 요구사항에 맞는 다양한 플럭스와 함께 이용할 수 있습니다.
-
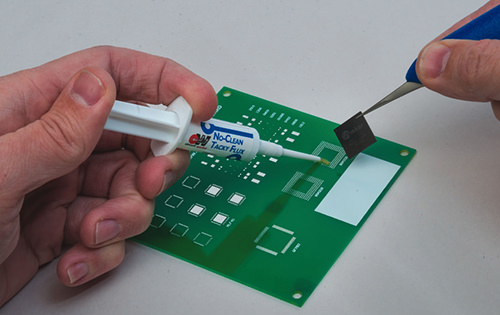
Tacky 플럭스 - 이 점착성 플럭스는 주변 영역으로 퍼지지 않고 제자리에 있는 점성의 페이스트 형태의 플럭스입니다. 납땜하기 전에 소형 부품을 제자리에 고정하는데 사용하며, SMT 구성품 제조 및 수리에 일반적으로 쓰입니다. 점착성 플럭스가 적합한 상황에서 펜과 유사하게 편리하게 주사기 디스펜서에서 점착성 플럭스가 분산됩니다. 걸쭉하고 꿀과 같은 균일성은 볼-부착 용도, BGA 리볼링(re-balling) 및 수동 SMT 구성품 납떔에 이상적입니다. 플럭스는 주사기에서 분산되어 납땜을 원하는 부위에 수동으로 바를 수 있습니다.
CircuitWorks No-Clean 점착성 플럭스는 활성도가 보통인 로진 (RMA) no-clean 점착성 플럭스입니다. 활성제와 안정제를 혼합하는 특허 방식으로 혼합한 독특한 로진/수지 혼합물이 들어 있어서 제품 수명과 장기간 안정성을 상당히 높입니다. 잔여물은 안정적이며, 세척하지 않아도 기판에 남길 수 있거나 Flux-Off No-Clean 플러스 플럭스 제거제로 쉽게 제거할 수 있습니다. CircuitWorks 납 무함유 점착성 플럭스는 납무함유 납땜에 공통적인 고온에 대해 배합되었습니다.
관련 제품:
https://www.chemtronics.com/circuitworks-fluxes-and-flux-pens
냉납 이음부를 위한 응급 조치
"냉" 납 이음부는 일반적으로 거칠며, 땜납이 잘 녹거나 젖지 않으면 나타나는 증상으로, 금속 결합력이 좋지 못할 수 있습니다. 이 연결부는 물리적 또는 열 응력만 있어도 부서질 가능성이 높습니다. 납이 주성분인 땜납이 거칠어 보이는지 유의합니다. 납 무함유 땜납은 금속 결합력이 좋더라도 거칠어 보일 수 있습니다.
냉납 이음부를 수리하는 가장 빠른 방법은 납땜 인두로 땜납을 다시 녹이는 것입니다. 처음 납땜 과정에서 플럭스가 완전히 활성화되었을 수 있으므로 CircuitWorks 플럭스 펜을 사용하여 추가로 플럭스를 도포할 수 있습니다.
- 팁이 플럭스로 충분히 젖을 때까지 땜납 이음부에 플럭스 펜 팁을 살짝 누릅니다.
- 납땜 이음부 위에서 젖은 플럭스 펜 팁을 문지릅니다.
- 가열한 소더 팁을 납땜 이음부에 사용하여 다시 녹입니다.
- 이소프로필 알코올(IPA) 또는 CircuitWorks 플럭스 리무버 펜과 같은 용제에 적신 스왑으로 플럭스 잔여물을 제거합니다.
관련 제품:
https://www.chemtronics.com/circuitworks-fluxes-and-flux-pens https://www.chemtronics.com/circuitworks-flux-remover-pens
PCB의 블랙 탄소 도체 버튼 수리 방법
켐트로닉스 CircuitWorks 고무 기패드 수리 키트는 마모된 비전도성 탄소 접점을 수리하여 키패드를 수리하는데 사용할 수 있습니다. 2-part 혼합물로, 섞고 바르기 위한 스왑, 브러시, 플라스틱 픽이 동봉됩니다.
블랙 탄소 도체 버튼을 수리하려면:
- 이소프로필 알코올(IPA) 또는 CircuitWorks 플럭스 리무버 펜과 같은 세척제에 적신 스왑으로 해당 부위를 세척합니다.
- Part A 용기에 Part B의 액체를 붓습니다. 2분 동안 젖습니다.
- 동봉된 애플리케이터 브러시를 사용하여 혼합한 전도성 물질을 마모된 탄소 접점에 칠을 합니다. 가능한 소량의 전도성 물질을 사용합니다.
- 실온 (<75°F / 25°C)에서 한 시간 점착력이 떨어질 때까지 말립니다. 수리한 키패드는 24시간 후에 사용할 수 있는 상태로 돌아갈 수 있습니다. 72 시간 후가 최적의 특성을 보입니다. 더 빠르게 건조시키려면 10분 동안 대략 190°F (90°C) 온도까지 재료를 노출시킵니다. 212°F (100°C) 온도를 초과하지 않도록 합니다.

관련 제품:
https://www.chemtronics.com/circuitworks-rubber-keypad-repair-kit
https://www.chemtronics.com/circuitworks-flux-remover-pens
라벨과 끈적이는 잔여물 제거에 좋은 방법
낡은 식별 또는QC 결함 라벨은 제거하기 어려울 수 있습니다. 이소프로필 알코올(IPA)과 같은 일반적으로 이용하는 용제에 용해되지 않는 끈적거리는 접착제를 남기거나 너무 건조하여 꿈적하지 않습니다. 일반적으로 Goo Gone 또는 bug-and-tar 제거제와 같은 소비자 제품이 작업대에서 보이지만 Mighty Pen이라고 하는 켐트로닉스 PCB 수리용 세척제가 있습니다. 이 펜에는 건조한 끈적한 접착제를 빠르게 분해하는 용제가 들어 있습니다.
Might 펜으로 라벨을 제거하는 방법:
- 라벨이 플라스틱이거나 필름 라미네이트로 덮인 경우 용제가 밑으로 스며들게 벗겨야 할 수 있습니다.
- 용제가 충분히 흐르게 팁이 젖을 때까지 라벨에서 펜 팁을 살짝 누릅니다.
- 라벨 영역 위에서 적신 펜 팁을 문질러서 완전히 젖게 합니다.
- 최소 15-20 초 동안 적신 라벨을 그대로 둔 후, 라벨 물질과 접착제가 제거될 때까지 펜으로 문지릅니다.
- 깨끗한 와이퍼로 닦아 접착제 잔여물과 용제를 제거합니다t.
- 필요하면 용제를 다시 도포하거나 잘 떨어지지 않는 접착제가 젖어있는 시간을 더 둡니다.
- 펜 팁에 접착제가 있으면 깨끗한 와이퍼로 닦아냅니다.
관련 제품:
https://www.chemtronics.com/circuitworks-the-mighty-pen
2021년 11월 3일 수요일
플럭스 제거제 비디오 사용자 가이드
CLEAN WITH OVERALL SPRAY | CLEAN WITH EXTENSION TUBE / STRAW | CLEAN WITH BRUSH ATTACHMENT
플럭스 제거제는 납땜 작업 후 남는 인쇄 회로 기판(PCB)에서 플럭스를 제거하는 데 사용합니다. 부식을 일으키거나 “덴드리테스(dendrites)”라고 하는 돌기가 생기기 때문에 플럭스 잔여물을 제거하는 것이 중요합니다. 덴드리테스는 접촉 지점 사이에서 사슬로 연결된 이온 입자로 기판에 전류 누설과 단락을 일으킬 수 있습니다.
대부분의 인기있는 플럭스 제거제는 이소프로필 알코올 (IPA)이지만, 켐트로닉스 Flux-Off 브랜드의 세척제가 보다 효과적이고 효율적입니다.
대부분의 사람들은 이소프로필 알코올을 적신 스왑으로 플럭스를 제거합니다. 이것은 종종 주변에 잔여물이 묻을 수 있기 때문에 회로 기판 세척에 가장 좋은 방법이 아닙니다. 플럭스 잔여물은 물리적으로 제거해야 하며, 용제로 표면에서 증발시킬 필요가 없습니다.
에어로졸은 밀폐하는 장점이 있기 때문에 오염이 안 생기고, 작업대에 있더라도 증발하지 않으며, 압력으로 추가적으로 섞입니다.
항상 배터리가 탑재되어 있는 기판의 전원을 분리합니다. 민감한 전자제품이 손상되는 것을 방지하려면, 손목 스트랩으로 접지하는 것과 같이 적절한 조치를 취합니다. 작업자가 용제에 민감하다면 니트릴 장갑 외에도 보안경을 항상 착용하는 것을 권장합니다.
Overall Spray를 이용한 세척
기판 전체를 세척하거나 세척 후 최종적으로 씻어내는 좋은 방법으로 부착장치 없이 에어로졸을 이용합니다. 세척제와 잔여물이 씻겨 나가는 각도로 회로 기판을 고정해야 합니다.
특정 기판 영역을 세척하려면 용제로 축축한 상태를 유지합니다. 일부 용해된 플럭스 잔여물은 흰색 형태가 되어 세척하기가 더 어렵게 됩니다. PCB를 축축하게 유지하면 끝에 가서 더 쉽게 전부 씻어낼 수 있습니다.
플럭스 잔여물이 더 집중된 납땜 이음부를 중중적으로 분사합니다. 더 잘 세척하려면 구성품 아래와 주변에 용제가 흐르게 합니다.
연장 튜브 / 스트로를 이용한 세척
에어로졸 플럭스 제거제는 일반적으로 정확성을 위해 연장 스트로 또는 튜브가 포함됩니다. 스트로는 분사 압력을 높여 더 섞이게 합니다. 더 짧은 스트로가 조작하기 편리하면 스트로를 잘라낼 수 있습니다.
- 스트로를 분사 버튼에 또는 트리거 분무기에 삽입합니다. 잘못 분사하는 경우가 있으므로 눈에서 멀리 겨냥합니다.
- 예를 들어, 방금 교체한 구성품 주변과 같이 기판 한 부위에만 스트로를 사용하여 세척합니다.
- 가장 깨끗하게 세척하려면 용제 아래에 있는 드라이브를 사용하여 구성품 모서리마다 분사합니다.
- 그 다음에 리드 위에 분사합니다.
- 마지막으로, 스트로를 제거하고 전체 영역을 씻어냅니다.
트리거 스프레이가 있는 에어로졸 캔이 있다면 잘못 분사되지 않게 스트로를 트리거 뒤 또는 아래에 보관하고 잠글 수 있습니다. 그렇지 않으면, 캡 상부에 끼울 수 있습니다.
브러시 부착장치를 이용한 세척
잘 떨어지지 않는 플럭스 잔여물이 있다면 브러시, 스왑 또는 와이프를 사용할 수 있습니다. 이때 린스로 마무리해야 합니다.
Some Flux-Off 플럭스 제거제는 브러시 부착장치가 동봉됩니다. 브러시를 통해 용제가 흐르므로 동시에 해당 부위를 문지르고 적실 수 있습니다.
2 가지 브러시 사용 방법이 있습니다...
- 직접 구성품 주변을 세척할 수 있습니다. 브러시를 플럭스가 집중된 부위에서 움직이면서 트리거를 당겨 용제를 배출합니다. 살살 문질러서 미세한 리드에 손상이 가지 않게 합니다. 세척 과정 내내 이 부위를 축축하게 유지합니다. 끝마쳤으면 브러시를 치우고 마지막으로 PCB에 린스를 사용합니다.
- 따로 떨어진 부위가 있다면 교차 오염 위험이 있으므로 와이프로 플럭스 잔여물을 흡수합니다. 구성품 위에 와이프롤 올려 두고 트리거를 당겨 용제를 배출시키고 와이프로 문지릅니다. 이렇게 하면 플럭스 잔여물이 분해되어 와이프에 흡수됩니다.
문제에 직면하면 전화 또는 이메일로 문의하거나 웹사이트 chemtronics.com를 방문하시기 바랍니다.
2021년 11월 3일 수요일

장치에 가끔 문제가 생기면 전기 접촉장치 오염, 먼지, 기름이 의심되며, 산화 오염은 접점 영역의 전기 저항을 높일 수 있습니다. 이는 전류 흐름이 감소하거나 중단되면서 장치 성능에 영향을 주고 위험할 수 있다는 의미입니다.
전기 접점 세척제를 고려할 때입니다. 접점 세척제를 선택하기만 하면 됩니다.
주제 색인
- 접점 세척제란?
- 산화 / 녹 방지하는 법
- 전기 연속성 개선 방법
- 접점 세척제의 불연성 여부
- “높은 인화점” 또는 “인화점”이란?
- 접촉장치를 세척하기 전에 전원을 꺼야 하는 여부
- 전원이 켜져 있는 동안 전기 접촉장치 세척의 안전성
- 플라스틱 커넥터에 안전한 세척제
- 전기 접점 세척제 사용과 관련하여 환경 문제
- Chemtronics Pow-R-Wash Contact Cleaners
접점 세척제란?
접촉 세척제 (또한 전기 세척제, 스위치 세척제, 전기 접점 세척제, 자동차 수리용 세척제, 배터리 단자 세척제)는 전기 접촉장치, 커넥터, 스위치 및 기타 움직이는 표면 접촉장치가 있는 전기 구성품의 전도성 표면에서 오염물을 제거하기 위한 솔벤트 세척제입니다.
닦아내거나 문지르지 않고 가능한 신속하게 절연 오염물을 제거하기 위해 고안되었습니다. 접점 세척제는 일반적으로 사용 편의상 그리고 커넥터 틈에 분무 물질이 닿지 않게 가압 에어로졸 포장이 되어 나옵니다.
켐트로닉스 에어로졸 전기 접점 세척제는 Pow-R-Wash에서 경제적인 중공업 세척제에서부터 민감한 구성품을 위한 고정밀 솔벤트에 이르기까지 다양하게 보실 수 있습니다.
전기 접점 세척제가 필요한 이유
먼지, 분진, 그리스, 산화 요엄물은 접점 영역의 전기 저항을 높일 수 있습니다. 즉, 전류 흐름이 감소하거나 중단되면서 장치 성능에 영향을 주고 위험할 수 있다는 의미입니다 (예: 저항이 높은 영역은 가열하거나 전도성 오염물이 단락을 발생시킬 수 있음).
접점 영역의 오염은 표면 산화의 저항성과 한정된 접점 영역으로 인한 연결성 문제를 악화시킵니다.
산화 / 녹 제거 방법
전기 접촉장치 또는 스위치의 연결 품질을 개선하려면 기계식으로 또는 화학적으로 산화물 또는 녹을 제거할 수 있습니다. 민감한 접점 나일론도 사용할 수도 있지만 놋쇠 또는 스틸 브러시가 산화물을 긁어내는데 가장 일반적으로 쓰입니다. 이 방법을 사용할 때 접촉장치와 다른 구성품이 손상되지 않도록 주의합니다.
전기 커넥터와 스위치 관련 조밀한 영역을 직접 세척하기가 어려울 수 있으므로 화학적 방법 일부를 이용할 수 있습니다. 중간 부분에 식초와 같이 순한 산성을 사용할 수도 있으며, 베이킹 소다와 같은 다른 작용제를 배터리 단자 세척에 사용할 수 있습니다. 세척재와 상관없이 주의해서 제거해야 합니다. 녹을 제거할 만큼의 강력한 세척제는 금속 표면에 계속 작용할 수도 있습니다.
산화 / 녹 방지하는 법
부식을 일으키는 산소와 수분으로부터 보호하는 얇은 층의 오일 접착제와 함께 사용할 수 있는 접점 세척제가 있습니다. Chemtronics DPL (Deep Penetrating Lubricant)을 사용하여 기존의 수분을 제거하고 산화를 방지할 수 있습니다.
CircuitWorks 골드 가드 펜은 금, 은, 백금 및 기타 귀금속 접촉장치를 세척, 윤활, 보호하도록 설계되었습니다. 이것은 고성능 접점 세척제로 편리한 마커 펜 전달 시스템에 의해 윤활제가 분산됩니다. 골드 가드 윤활제는 접촉과 전도성을 향상시키면서 산화와 부식을 방지합니다.
CircuitWorks 실버 전도성 그리스는 접촉장치를 통해 전기 전도성을 최대화하면서 수분, 산화 및 기타 환경 위험요소로부터 보호하는 도전성 배리어 기능이 있습니다. 이 전도성 그리스의 경우 금속, 고무, 플라스틱에 적합한 고급 실리콘 윤활제를 이용합니다. 이 그리스를 사용하여 커넥터 틈새를 채우고, 회로를 접지하고, 정전기를 제어합니다.
전기 연속성 개선 방법
CircuitWorks 실버 전도성 그리스를 사용하면 수분, 산화 및 기타 환경 위험요소로부터 보호하는 도전성 배리어 기능을 이용할 수 있습니다. 이 전도성 그리스의 경우 금속, 고무 및 플라스틱에 적합한 고급 실리콘 윤활제를 이용합니다. 이 그리스를 사용하여 커넥터 틈새를 채우고 회로를 접지하고, 정전기를 제어합니다.
접점 세척제 선택 시 살펴봐야 하는 점
다른 제품을 선택하는 경우와 같이 수 많은 옵션과 절충할 부분이 있습니다. 최저가로 하고 싶겠지만 성능과 안전성에 큰 영향을 줄 수 있는 다른 요소들이 있습니다
- Flammability . 대부분의 상업용 접점 세척제에는 인화성이 높은 알코올과 탄화수소제가 들어 있습니다. 경제적이고 일반적으로 효과가 있는 세척제이지만 환기를 잘 하지 않거나 화염, 스파크 (예: 용접 공정) 또는 근처에 뜨거운 표면이 있으면 위험할 수 있습니다. 이러한 안전 문제를 피할 수 있는 불연성 접점 세척제가 있지만 프리미엄 가격으로 제공될 수 있습니다. 또한, 일부 불연성 세척제는 상당한 독성이 있으며, 퍼클로로에틸렌(Perchloroethylene), 트리클로로에틸렌(trichloroethylene) 또는 n-propyl bromide와 같은 독성 물질이 들어 있을 수 있습니다. 높은 인화점의 (“high flash”) 용제는 인화성이 있지만 일반 주위 온도에서 (140°F/60°C 미만) 연소될 가능성이 더 낮습니다.
- 절연 내력 - 전원을 켜둔 채로 접촉장치를 세척하려고 하거나 세척제가 완전히 증발되기 전에 켤 수 있는 경우 가능한 절연 내력이 높은 세척제를 찾아 보셔야 합니다. 회로에 분사하기 전에 세척하려고 하는 회로의 암페어 수와 전압을 항상 알아두고, 세척제가 용도에 적합한지 평가합니다. 절연 내력은 절연 특성이 파괴되기 전에 재료가 견딜 수 있는 최대 전기장으로 정의됩니다. 즉, 절연 내력이 낮을수록 파괴될 가능성이 커지고 전기가 흘러 단락 및/또는 심각한 안전 문제를 초래합니다.
- 플라스틱 / 고무 적합성 - 커넥터의 접촉면이 금속이면, 종종 외부 환경으로부터 완전히 밀폐하는 고무 개스킷과 함께 플라스틱에 둘러싸입니다. 접점 세척제에 함유된 용제가 플라스틱에 부적합하다면, 잔금 (작은 균열)이 발생하거나 부서지거나 재료가 부드러워질 수 있습니다. 고무 시일은 강한 용제에 노출되면 팽창, 수축 또는 용해될 수 있습니다. 접점 세척제는 새 장비에 광범위하게 사용하기 전에( 항상 시험을 해야 합니다.
- 독성 - N-Propyl Bromide (nPB), Trichloroethylene (TCE) 및 Perchloroethylene (Perc)은 불연성으로 세척 작용을 하는 접점 세척제에 일반적으로 쓰이는 독성 화학물질입니다. 이러한 화학물질에 고농도로 노출되어 심각한 건강 문제를 겪은 사례가 있습니다. 이 작업자는 두통, 현기증 심지어 전신 조정 능력이 손실되었다고 보고했습니다. 또 다른 여러 연구에서는 생식 문제와 암과 연관성이 있을 수 있다고 보여주었습니다. 이러한 위험 때문에 유지보수에서 특히, 자동 세척보다 노출이 더 높은 경향이 있는 수동 세척과 관련하여 용제 선택을 다시 생각하게 되었습니다. Chemtronics Pow-R-Wash 접점 세척제에는 이러한 높은 독성의 용제가 들어있지 않습니다.
- 환경 문제 - 과거에는 Freon과 같은 chlorofluorocarbons (CFCs)와 AK-225와 같은 hydrochlorofluorocarbons (HCFCs)이 들어있는 접점 세척제와 관련한 오존 고갈이 우려되었습니다. 이러한 용제가 더 이상 북미 시장에 나오지 않기 때문에 지구 온난화 가능성(GWP)이 높은 용제 또는 스모그를 일으키는 용제인 휘발성 유기 화합물(VOCs)에 대한 우려로 바뀌었습니다. 일부 주 (예: CARB 또는 California Air Review Board), 시, 심지어 산업 특정 규정에서 높은 VOC 또는 GWP 물질 사용을 제한하고 있습니다.
주제별 보다 상세한 설명은 아래와 같습니다.
접점 세척제가 불연성이어야 하는 여부
늘 필수적이지 않지만 증기 또는 액체가 스파크, 개방 화염 또는 뜨거운 표면에 노출될 수 있다면 불연성 접점 세척제가 더 안전합니다. 물론, 전기 장치를 작동하더라도 스파크가 발생할 가능성이 큽니다.
대부분의 상업용 접점 세척제는 인화성이 높은 알코올과 탄화수소제가 들어 있습니다. 경제적이고 일반적으로 효과가 있는 세척제이지만 환기를 잘 하지 않거나 화염, 스파크 (예: 용접 공정) 또는 근처에 뜨거운 표면이 있으면 위험할 수 있습니다. 불연성 접점 세척제는 이러한 안전 문제를 피할 수 있습니다.
불연성 전기 접점 세척제는 일반적으로 인화성 접점 세척제보다 고가이지만 쉽게 이용할 수 있습니다. Pow-R-Wash VZ , Pow-R-Wash CZ, Pow-R-Wash Delta, Pow-R-Wash PR 등 여러 켐트로닉스 불연성 접점 세척제가 제공되고 있습니다 .
에어로졸 접점 세척제의 인화성 등급을 확인하는 가장 일반적인 방법은 GHS (Global Harmonized System) 인화성 픽토그램 (위의 다이아몬드 심볼 참조)이 있습니다. 에어로졸 접점 세척제가 매우 엄격한 시험을 통과하지 않는 한 라벨에 인화성 픽토그램을 표시해야 합니다. 요약하면, 5분 동안 양초가 있는 드럼에 솔벤트 세척제를 분무하는 시험을 합니다. 이 시간 내에 점화하지 않으면 이 세척제는 불연성으로 간주합니다.
NFPA (National Fire Protection Association: 미국화재예방협회)와 HMIS (Hazardous Materials Identification System: 위험 물질 식별 시스템)과 같은 다른 표준은 0은 최저 인화성 등급 또는 불연성으로 간주하고 0에서 4까지의 등급을 제공합니다. 이 등급은 인화점 시험 버전에서 발췌되었습니다. 용제의 인화점을 측정하기 위해 스파크 또는 라이터에 증기를 노출시키면서 실온에서 끓는점까지 가열합니다. 증기가 뜨거워지면 가열한 용제의 온도를 가끔 기록하고 인화점을 나타냅니다.
“높은 인화점” 또는 “인화점”이란?
명칭에 “High Flash” 또는 “HF”이 표시된 일부 접점 세척제와 기타 산업용 세척제를 볼 수 있습니다. 높은 인화점의 용제는 연소를 견디지만 증기는 일반 주위 온도 (즉, 140°F/60°C 미만)에서 연소되지 않습니다. 이 등급은 인화점 시험 버전에서 발췌되었습니다. 용제의 인화점을 측정하기 위해 스파크 또는 점화원에 증기를 노출시키면서 실온에서 끓는점까지 가열합니다. 증기가 뜨거워지면 가열한 용제의 온도를 가끔 기록하고 인화점을 나타냅니다.
높은 인화점의 접점 세척제는 일반적으로 비교적 저가에 높은 인화성 용제에 비해 정상 작동 조건에서 사용하기에 더 안전하기 때문에 선호됩니다. 높은 인화점(high flash) 세척제는 일반적으로 매우 증발이 느린 테르핀계(terpene-based) 용제 및/또는 시트러스계(citrus-based) d-limonene 용제가 들어있습니다. 알코올계 용제는 몇 분 이내에 커넥터 밖으로 완전히 증발할 수 있지만 high flash 용제는 몇 시간 걸릴 수 있습니다.
접점 세척 전에 전원을 끌 필요성
분무를 시작하기 전에 전원을 차단하여 스파크, 단락 또는 방전, 기타 위험요소를 피합니다. 전원을 분리할 수 없다면, 30 kV (30,000 volts) 이상의 절연 내력을 갖는 접점 세척제를 찾아봅니다. 스파크가 발생하는 경우 불연성 세척제를 사용하면 안전 층을 추가하게 됩니다.
전원이 켜져 있는 동안 전기 접촉장치 세척 안전성
장비, 작동 환경 등 환경 요인뿐만 아니라 전압과 암페어 수에 따라 안전성이 크게 달라지기 때문에 모든 상황에 맞는 답변을 제공하기가 어렵습니다. 반면에, 절연 내력 또는 파괴 (또는 withstand) 전압이 높은 접점 세척제를 선택하면 가압된 장비를 세척해야 할 때 더 안전합니다. 또한, 스파크가 발생하는 경우 불연성 세척제를 사용하면 안전 층이 추가됩니다.
절연 내력이란?
절연 내력(dielectric strength)은 고장이 없는 이상적인 조건 하에 재료가 견딜 수 있는 최대 전기장으로서 정의됩니다. 이 의미의 고장은 절연 특성 결함을 나타내며 전기가 전도체에서 벗어나서 가장 취약한 절연재 영역을 통하는 경로를 연소시킵니다.
그리고 시간에 걸친 고장이 아닙니다. 자유로운 전기가 충분하면 즉시 또는 10억분의 1초만에 절연재를 통해 방전됩니다. 방전되지 않으면 절연되지 않은 지점까지 심각하게 저하시킵니다.
따라서 세척하려면 절연 내력이 높은 세척제가 필요합니다. 탄소와 같은 특정 물질은 효과적인 전도체이며, 이 물질과 세척 용액의 전도성을 고려해야 합니다. 사용하는 동안 안전을 위해 세척제가 절연재와 같은 구실을 하는 것이 좋겠지만 작업자 또는 절연재로 다시 전도하는 것이 아니라 가압된 표면을 세척해야 하며, 세척하고 있는 회로를 손상시키지 않아야 합니다. 접점 세척제를 선택할 때 제품 사양의 절연 내력을 살펴보시기 바랍니다. 숫자가 더 높을수록 좋으며, 30 kV (30,000 volts) 미만의 가압된 접촉장치에 분사하지 않도록 합니다.
접점 세척을 할 때 플라스틱 커넥터 및 구성품과 고무 시일에 대해 조심해야 하나요?
커넥터의 접촉면이 금속이기 때문에 종종 플라스틱과 고무 개스킷으로 둘러싸서 외부 환경으로부터 완전히 밀봉합니다. 접점 세척제에 함유된 용제가 플라스틱에 부적합한 경우 잔금 (작은 균열)이 발생하거나 부서지거나 또는 재료를 부드럽게 만들 수 있습니다. 강한 용제에 노출되면 고무 시일은 팽창, 수축 또는 용해될 수 있습니다.
ABS와 같은 단단한 플라스틱, 폴리카보네이트 (상표명 Lexan), Plexiglass와 같은 아크릴 소재는 툴루엔, 크실렌, 아세톤과 같은 강한 용제에 매우 민감할 수 있습니다. 알코올 및 탄화수소계 용제는 민감한 플라스틱에 더 나은 편입니다.
탄성 (소프트) 소재로 만든 고무, 실리콘 또는 기타 개스킷은 강한 용제에 노출되면 쉽게 팽창하거나 수축할 수 있습니다. 용제가 가열된 후 원래의 치수로 돌아가거나 영구적으로 변형되어 시일의 효과가 떨어질 수 있습니다. 폴리에스테르 또는 Teflon계 개스킷 재료는 강한 용제에 의해 덜 손상되는 편입니다.
가압된 (또한 고가의) 장비를 사용하여 사용하기 전에 새 접점 세척제를 항상 시험해야 합니다. 세척하기에 매우 민감한 재료가 있다면 재료에 가장 적합한 켐트로닉스 Pow-R-Wash CZ가 있습니다.
플라스틱 커넥터에 안전한 세척제
알코올 및 탄화수소계 용제는 민감한 플라스틱에 더 나은 편입니다. 세척하기에 매우 민감한 재료가 있거나 불연성 용제가 필요하다면, 재료에 가장 적합한 켐트로닉스 Pow-R-Wash CZ이 있습니다.
더 독성이 강한 접점 세척제가 있나요?
N-Propyl Bromide (nPB), Trichloroethylene (TCE) 및 Perchloroethylene (Perc)은 불연성 세척 성능이 있어서 접점 세척제에 일반적으로 사용되는 화학물질입니다. 이러한 화학물질에 고농도로 노출되어 심각한 건강 문제를 겪은 사례가 있습니다. 이 작업자는 두통, 현기증 심지어 전신 조정 능력이 손실되었다고 보고했습니다. 또 다른 여러 연구에서는 생식 문제와 암과 연관성이 있을 수 있다고 보여주었습니다.
nPB 규제에 있어서 연방 기관들이 느린 행보를 보여주었지만, CA OSHSB는 5ppm의 PEL을 Prop 65으로 발달/생식 독성물질로서 분류하였습니다. 펜실베니아는 유해 물질 목록에 포함시켰습니다. ACGIH는 10 ppm의 nPB에 대해 TLV로 분류하였지만, 0.1 ppm까지 감소시키자는 제안이 나왔습니다. TCE, PCE, MeCl의 독성에 비해, nPB는 “인간발암물질로 예상되는 것으로” NTP에 의해 결정되었습니다 (출처: NTP, “Report on Carcinogens(발암물질에 관한 보고서), 13판: 1-Bromopropane”, http://ntp.niehs.nih.gov/ntp/roc/content/profiles/bromopropane.pdf.) 2018년 1월 1일자로, 캐나다 온타리오는 nPB에 대한 ACGIH 권고사항을 이행해왔습니다.
이러한 위험 때문에 유지보수에서 특히, 자동 세척보다 노출이 더 높은 경향이 있는 수동 세척과 관련하여 용제 선택을 다시 생각하게 되었습니다. 특성상 접점 세척은 직접 하는 것이므로 엄격한 화학물질 노출 통제가 보통 매우 어렵습니다. 마스크를 쓰고 있는 전기 기술자를 얼마나 보셨나요? 법적으로 사용이 가능하더라도 대부분의 독성 용제를 피하는 수밖에 없습니다.

가장 빠르고 쉽게 잠재적 문제를 식별하는 방법은 GHS (Global Harmonized System) 픽토그램을 활용하는 것입니다 (위의 다이아몬드 기호 참조). 만성 독성 픽토그램 (폭발 상자와 함께 사람이 표시된 다이아몬드)는 장기적인 영향을 일으킬 수 있는 물질이 있는 제품을 의미합니다. 반드시 발암물질을 가리키지는 않지만 안전 데이터 시트(SDS)를 면밀히 살펴보아야 합니다. 개별 노출을 감소시키는 특별 조치를 취해야 하거나 이것이 비현실적이면 제품 사용을 피해야 합니다. 급성 독성 픽토그램 (해골과 교차된 뼈가 표시된 다이아몬드)는 단기적으로 건강에 영향을 끼칠 수 있는 제품을 의미합니다. 다시 말해, 이 기호가 보이면 신중하게 SDS를 확인합니다.
켐트로닉스 접점 세척제에는 nPB, TCE 및 Perc와 같은 독성 용제가 들어있지 않습니다. 라벨 경고, SDS 및 개인 보호 장비(PPE)도 유념해야 하지만 이 요건들이 안전한 노출 범위 이내에서 벗어나지는 않을 것입니다.
전기 접점 세척제 사용과 관련한 환경 문제
과거에는 Freon과 같은 chlorofluorocarbons (CFCs)와 AK-225와 같은 hydrochlorofluorocarbons (HCFCs)이 들어있는 접점 세척제와 관련한 오존 고갈이 우려되었습니다. 이러한 용제가 더 이상 북미 시장에 나오지 않기 때문에 지구 온난화 가능성(GWP)이 높은 용제 또는 스모그를 일으키는 용제인 휘발성 유기 화합물(VOCs)에 대한 우려로 바뀌었습니다. 일부 주 (예: CARB 또는 California Air Review Board), 시, 심지어 산업 특정 규정에서 높은 VOC 또는 GWP 물질 사용을 제한하고 있습니다.
복잡하게도, VOC(휘발성 유기 화합물)은 여러 기관마다 다르게 규정하고 측정하고 있습니다. 접점 세척제는 표준 EPA (Environmental Protection Agency) 정의에 따라 낮은 VOC로 간주할 수 있지만, CARB에 따라 높을 수 있습니다. 저-VOC이 목표라면, Chemtronics Pow-R-Wash Delta, Pow-R-Wash VZ, Pow-R-Wash CZ이 가장 좋습니다.
Chemtronics Pow-R-Wash 접점 클리너
앞서 언급했듯이, 전기가 켜지면 보장되지 않지만 켐트로닉스가 제공하는 접점 세척제는 다양한 절연 내력을 가지며, 절연 내력, 세척력 및 불연성 특성에 대해 웹사이트에 평가되었습니다.
켐트로닉스 제품은 오존을 고갈시키지 않으며 환경에 더 안전합니다. 그리스와 더께를 부식시키지 않고 제거하며, 대부분 플라스틱 구성품과 고무 시일에 매우 안전합니다. DPL 세척제/윤활제는 수분을 이동시켜서 전기 및 전자 전도체와 표면의 부식을 방지합니다.
효과가 더 있는 Chemtronics Pow-R-Wash 접점 세척제는 All-Way 분사 기능이 있습니다. 분사할 때 필요한 부위로 회전할 수 있어서 용제 대신에 추진제를 사용하지 않고 밀폐되거나 협소한 공간에서도 세척이 가능합니다. 일반적으로, 추진제는 super-chill보다 더 효과가 없습니다. 그러나 철물점 또는 자동차 부품 가게에서 파는 것과 같은 저렴한 소비자 등급의 접점 세척제를 사용하는 경우 특히 주의해야 합니다. 대부분의 이러한 제품은 가스 그릴 또는 라이터와 동일한 물질인 프로판과 부탄과 같은 추진제를 사용합니다.
기술지원을 하는 직원들이 언제나 제품에 대해 상의하고, 우려되는 부분 또는 기술적인 질문에 대해 답변을 드리고 있습니다. Chemtronics contact cleaner selection guide(접점 세척제 선택 가이드)를 확인해 보시기 바랍니다 [https://www.chemtronics.com/contact-cleaner-selection-guide].
샘플 또는 기술적 도움에 대해 이메일 주소 [email protected]로 문의하시거나 전화 770-424-4888로 연락을 주시기 바랍니다.
출처: Safe & 에어로졸 접점 세척제를 이용한 효과적인 전기 유지보수
2021년 11월 3일 수요일
소더윅(solder wick), 디소더 브레이드(desoldering braid) 또는 “윅”은 땜납을 흡수하는데 사용하는 카퍼 브레이드(copper braid)의 명칭입니다. 일반적으로 플럭스로 코팅되므로 가열할 때 습식과 모세관 방식을 병행하여 땜납이 용해되고 분리됩니다. 소더윅을 사용하면 전체 보드 또는 근처의 구성품에 열 응력을 가하지 않고 분리된 영역에서 땜납을 제거할 수 있습니다. 소더윅은 노출된 땜납에만 사용할 수 있으므로 잔여 땜납을 제거하기 전에 볼 그리드 어레이(BGAs)와 같은 접촉 영역에 포함되는 구성품을 분리해야 합니다.
디소더윅(Desoldering Wick) 사용 설명:
디소더윅은 재작업/수리 시간을 상당히 단축하고, 보드의 열 손상을 최소화합니다. 구조적으로 정밀한 위브 디자인 때문에 최대 모세관 작용과 땜납 용량이 가능합니다. Soder-Wick Desoldering Braid는 브레이드를 통해 열이 납땜 이음부로 전달되는 것을 최적화하여 다른 경쟁 브랜드보다 더 빠르게 위킹 작용을 합니다. 보드 상의 최소 플럭스 잔여물은 세척 속도를 높이거나 완전히 제거하는데 도움이 됩니다.
윅을 이용한 땜납 제거는 일반 납땜 인두와, 스크류드라이버, 치즐, 베벨 또는 나이프 소더 팁이 필요한 빠르고 쉬운 작업입니다.
- 땜납 표면적에 브레이드가 최대한 닿도록 불필요하고 가장 큰 땜납 위에 브레이드를 올려 놓습니다.
- 그 다음에 45도로 윅 위에 인두 끝은 놓고 열이 패드에 전달되게 합니다. 녹은 땜납은 브레이드에 흡수됩니다.
- 한 번에 땜납 전부를 제거하는데 필요한 소더 팁과 브레이드를 움직입니다. 긁힐 수 있으므로 패드 위에서 브레이드를 끌지 않도록 주의합니다.
- 브레이드가 땜납이 가득 있으면, 소모된 부분을 다듬고 새 브레이드로 이동하여 더 많은 땜납을 가져옵니다. 인두와 브레이드를 동시에 제거하여 보드에 와이어가 납땜이 되지 않게 합니다.
디소더 윅 플럭스 타입
디소더 윅은 다양한 플럭스 타입으로 재작업과 수리에 가장 잘 맞는 타입을 선택할 수 있습니다. 이 타입을 사용하면 PCBA 세척 과정이 일반적으로 적합하고 최적화되었기 때문에 세척 문제를 피할 수 있습니다.
소더윅의 플럭스 코팅의 일반 타입:
- Rosin- Rosin fluxed 디소더 윅은 가장 빠르게 위킹하면서 완전히 제거해야 하는 잔여물이 남지 않습니다.
- No-Clean - 세척이 불가능한 경우 No-Clean fluxed 디소더 윅이 이상적입니다. 땜납 제거 후 남아있는 것은 투명한 비철 잔여물입니다. 현장 작업의 경우 철저한 세척이 필요할 때 브레이드 타입을 사용합니다.
- Unfluxed- 플럭스가 지정되고 변경할 수 없는 생산 또는 수리 환경에서 또는 수성 플럭스가 필요할 때 이 타입의 브레이드에 플럭스를 추가할 수 있습니다. 플럭스를 추가하지 않는 한 Unfluxed 윅으로 땜납이 제거되지 않습니다 플럭싱 브레이드에 이상적인 여러 타입의 플럭스가 펜 패키지로 제공되고 있습니다.
소더 윅 또한 여러 길이로 포장할 수 있습니다. 5’ 및 10’ 길이가 작업 장소에서 사용하기에 편리합니다. “보빈”으로도 불리우는 정전 분산성 스풀(static dissipative spool)은 ESD에 민감한 구성품 손상을 방지합니다. 25’ (7.6M), 50’ (15.2M), 100’ (30.5M) 및 500’ (152.4M)와 같이 긴 스풀은 일반적으로 보다 중앙 위치에 보통 보관되고 필요하면 기술자가 디스펜싱합니다.
다른 특수 브레이드 디자인도 있습니다. 예를 들어, 더 빠르게 가열하여 높은 열과 납 무함유 용도의 경우 열 충격을 최소화하도록 설계된 켐트로닉스 Soder-Wick Lead-Free가 있습니다.
디소더 윅의 표준 폭
소더윅은 여러 유형의 접촉 영역에서 땜납을 효율적으로 제거하기 위해 다양한 폭으로 나옵니다. 접촉 영역의 크기와 잘 맞는 디소더 윅 폭을 선택하면 열 전도성이 좋고 원하지 않은 영역에서 떔납이 제거되지 않습니다.
너무 얇은 윅은 충분히 땜납이 제거되지 않고 다듬어야 하며 반복해서 땜납을 다시 녹여야 합니다. 너무 넓은 윅은 가열하는데 시간이 더 걸리고 회로판의 다른 구성품에 방해가 될 수 있습니다.
디소더 윅의 폭은 산업 표준인 숫자 1에서 6 또는 컬러 코드로 나타냅니다.

|
사이즈 # |
컬러 코드 |
폭 |
일반 적용 |
|
1 |
white |
.030"/0.8mm |
SMD, micro-circuits |
|
2 |
yellow |
.060"/1.5mm |
small pads, SMDs |
|
3 |
green |
.080"/2.0mm |
중간 패드 |
|
4 |
블루 |
.110"/2.8mm |
대형 패드 |
|
5 |
brown |
.145"/3.7mm |
단자 |
|
6 |
레드 |
.210"/5.3mm |
대형 러그, BGA 패드, 칩 |
일반 디소더 윅 사용
여러 플럭스와 브레이드 폭을 사용하면 디소더 윅을 다양한 용도에 사용할 수 있습니다.
|
와이어 랩 핀 쉽게 제거하기 위한 디소더 핀. 땜납 적층물을 제거합니다. 간헐적 문제를 없앱니다. |
|
|
러그/포스트 땜납을 완전히 위킹하여 떨어진 땜납을 제거합니다. fluxed된 단자는 다시 땜납할 수 있는 상태입니다. |
|
|
구성품 직선 또는 클린치 리드로 구성품에서 땜납을 쉽게 제거합니다. 필요한 최소 열. No damage to board or components. |
|
|
SMT 패드 SMT 패더 전체에서 빠르고 안전하게 땜납을 제거합니다. 용도 특정 크기 의 이 패드는 미세-피치 MT 패드에서 땜납을 제거합니다. |
|
|
BGA 패드 BGA 패드에서 땜납과 3에서 4 경로에서 칩을 안전하게 제거합니다. 모든 잔여 땜납을 제거하고, 칩을 재배할 수 있습니다. |
|
|
소더 브리지 소더 브리지를 완전히 제거합니다. 단락 발생 위험을 없앱니다. 보드 또는 회로에 손상을 일으키지 않습니다. |
|
|
Clean Script 선택적으로 에칭 글자를 수정합니다. 외관이 개선됩니다. 부차적인 식별이 필요하지 않습니다. 사용하기에 용이합니다. |
|
|
Excess Solder 쇼트와 아이시클뿐만 아니라 블롭을 제거합니다. 회로망이 잘 작동하게 됩니다. 문제가 발생할 수 있는 영역을 세척합니다. |
|
|
핑거 커넥터 핑거 커넥터와 표면 마운트 패드를 세척합니다. |
|

더 자세한 정보는 [email protected] 또는 770-424-4888에 연락하여 기술 전문가에게 문의하시기 바랍니다.
2021년 11월 3일 수요일
CircuitWorks 전도성 펜은 전기 및 무선 주파수 간섭에서부터 보호하고, 회로판 시제품, 코팅 구성품 및 어셈블리의 트레이스를 드로잉하고, 자동차 뒷유리 김서림방지 장치의 그리드 파선의 납땜 트레이스를 수리하는 용도를 갖고 있습니다.
실버 또는 니켈 충전 아크릴 고분자는 구성품 사이의 납땜 트레이스에 빠르고 쉬운 대체물로서 기존의 납땜 기법이 불가능한 부위에 정비를 할 수 있습니다. 전도성 잉크 특성은 트레이스 폭, 막힘, 전도성, 경화 및 시닝(thinning)과 관련하여 문제를 일으킬 수 있습니다.
팁 어셈블리와 트레이스 치수
CircuitWorks 전도성 펜 끝은 스프링 장진형 인입식 스토퍼가 있습니다. 펜 끝을 단단한 표면에 대고 누르면 끝이 팁 어셈블리 안으로 들어가면서 열린 채널을 통해 전도성 잉크가 펜 밖으로 나오게 됩니다. 이때, 신축성 펜 배럴을 살살 짜면 잉크가 배출됩니다.
Silver 전도성 펜 (part #CW2200STP), Flex 전도성 펜 (#CW2900), Nickel 전도성 펜 (#CW2000)에 쓰이는 표준 팁은 1 mm의 오리피스가 있고 폭이 평균 2.0 mm가 되는 트레이스를 그리게 돕니다. microtip Silver 전도성 펜 (#CW2200MTP)은 0.7 mm 크기의 오리피스가 있고 폭이 평균 1.5 mm인 트레이스를 그리게 됩니다.
이러한 애플리케이터를 사용한 경험이 있는 숙련된 기술자는 언급한 치수보다 더 좁은 일정한 트레이스를 만들 수 있어야 합니다. 트레이스 폭이 더 좁아야 하는 경우, 전도성 재료로 된 5 그램의 컨테이너가 구비되어 있고 보다 정확한 픽 애플리케이터가 포함된 CircuitWorks 전도성 페인트 (#CW2205)가 있습니다.
시닝
더 얇은 코팅이 필요하면 초산 부틸(butyl acetate) 용제를 사용하여 전도성 잉크를 묽게 할 수 있습니다. 전도성 잉크를 묽게 하는데 다른 용제를 사용하는 것은 권장하지 않습니다. 왜냐하면 아크릴 고분자 성질이 변하거나 고분자가 나올 수 있기 때문입니다.
용제를 첨가하려면 펜 끝을 위로 향하게 하고 캡을 분리하고, 팁 어셈블리의 흰 베이스를 단단히 잡고 우측으로 돌립니다 (팁 어셈블리가 “리버스 나사산”이기 때문에 시계방향).
경화
one-component 전도성 잉크는 5분 이내에 트레이스가 남지 않고 마르고, 30분 이내에 완전히 건조되지만 실온에서 24시간 트레이스가 완전히 경화될 때까지 최대 전도성에 도달하지 않습니다.
전도성, 내구성, 내화학성을 높이려면 5분 이내에 250° ~ 300°F (120° ~ 150°C)에서 트레이스를 가열하여 열 경화 처리를 할 수 있습니다.
도포 팁 막힘
전도성 잉크가 원활하게 흐르지 않으면 어셈블리 내 유출 채널이 막혔을 수 있습니다. 펜을 보관할 때 특히, 끝을 아래로 해서 보관하는 경우 은 입자가 천천히 가라앉아 잉크가 흐르는 채널을 막을 수 있습니다.
펜 성능을 복구하려면 일반적으로2분에서 3분 강하게 흔들어야 합니다. 내부 믹싱 베어링이 “딸깍” 소리가 나거나 펜 배럴 내에서 움직이는 소리를 들을 때까지 펜을 흔듭니다. 일단 믹싱 베어링이 움직이면 1분 더 펜을 계속 흔들거나 폴리머 매트릭스 내 은 입자가 완전히 다시 현탁되게 하여 내용물이 원활하게 균일하게 나오게 합니다.
펜을 흔들어도 믹싱 베어링이 움직이지 않으면 (배럴 내에 움직이는 소리를 들을 수 없음) 또는 펜 팁이 들어갈 때 잉크가 여전히 흐르지 않으면 팁 어셈블리가 더 심하게 막힌 것으로 세척이 필요합니다. 펜 끝을 위로 향하게 하고 캡을 분리하고, 팁 어셈블리의 흰 베이스를 단단히 잡고 우측으로 돌립니다 (팁 어셈블리가 “리버스 나사산”이기 때문에 시계방향). 팁 어셈블리를 제거하고 Flux-Off Heavy Duty 또는 다른 적합한 용제의 소형 컨테이너에 넣습니다.
가끔 흔들거나 회전하면서 30분에서 한 시간 동안 팁을 담그어 팁 어셈블리 내부 공간을 깨끗이 합니다. 건조된 고분자가 용해되면서 미세한 은 가루가 컨테이너 하부에 모이는 것을 볼 수 있습니다. 팁이 잠겨 있는 동안 테이프로 펜 배럴의 구멍을 덮어 전도성 잉크가 공기와 수분에 노출되는 것을 최소화합니다.
일단 팁에서 잉크가 제거되었으면 용제에서 제거하고 종이 타월 위에 두었다가 10분 동안 공기 중에 세워 두어 클리닝 솔벤트가 증발되게 합니다. 팁 스토퍼가 자유롭게 움직이고 어셈블리 내에 원활하게 들어가는지 점검한 후 펜 배럴에 팁 어셈블리를 나사로 체결합니다.
이제 펜이 잘 기능해야 합니다. 그렇지 않다면 팁이 깨끗해질 때까지 담그기 절차를 반복합니다. 팁 어셈블리를 담그더라도 펜이 흐르지 않으면 사용 기한이 지난 것일 수 있으므로 교체해야 합니다.
유연성
CircuitWorks 전도성 펜과Nickel 전도성 펜에 사용하는 전도성 잉크는 유연성 한계가 있습니다. 전도성 트레이스가 15도 지나서 휘어지면 트레이스는 신축성 표면에 대한 접착력이 손실됩니다. 더 휘어지면 트레이스 내 균열이 생기고 트레이스가 깨지고 전기 연속성이 손실됩니다. 신축성 PCB 정비에 CircuitWorks Flex 전도성 펜을 권장합니다.
접착력과 표면 처리
대부분의 표면에 가장 잘 접착하려면 수리 부위를 잉크를 도포하기 전에 오일, 그리스, 오염이 없어지게 깨끗이 합니다.
재작업 부위의 주변을 정확하게 세척하려면, 빠르게 증발하는 클리닝 솔벤트가 들어 있는 CircuitWorks 플럭스 리무버 펜을 사용합니다. Chempad (#CP400) 이소프로필 알코올(IPA) 프리세츄레이티드 와이프와 Chemswab (#CP25) IPA 포화형 스왑 또한 표면 처리에 적합합니다.
수리한 트랙에 납땜하기
350°F (177°C)를 초과하지 않고 땜납 이음부가 5초 이내에 형성되면 전도성 잉크로 그려진 트레이스는 땜납과 결합됩니다. 그린 트레이스를 납땜해야 하는 경우, 2%의 은이 함유된 주석/땜납을 사용하는 것을 권장하며, 최대한의 내구성의 트레이스를 만들기 위해 5분 동안 이 트레이스를 150°F (66°C)에서 경화시킵니다.
의문사항이 있으면 웹사이트 [email protected] 에서Chemtronics 기술 전문가에게 문의하거나 770-424-4888로 연락을 주시기 바랍니다.
